一种聚酰胺组合物及其用途的制作方法
1.本发明属于lap技术领域,具体涉及一种聚酰胺组合物及其用途。
背景技术:
2.激光化学活化金属镀(laser activating plating,lap)是一种以激光诱导普通塑料基材后选择性金属镀的技术,其能够在任意成型面上制作具有电气功能的电器及互联器件,因此在智能手机、可穿戴设备、led等领域都具备广泛的应用前景。而传统的激光直接成型(laser direct structuring,lds)技术需要特殊的lds激光改性材料,制约了其市场应用的发展空间,导致其与传统的fpc等技术相比,在成本上不具备优势,难以大规模推广。lap的立体性能与lds一致,但lap不需要特定的lds激光诱导材料,材料成本节省了50%~70%,具有显著优势。
3.常规lap工艺中,由于普通塑胶基材的材质柔软脆弱,激光镭雕过程中产品易被烧焦,导致线路的轮廓粗糙,使镭雕层的线路不稳定,因此在化镀前处理过程中各种酸碱药水在线路的轮廓粗糙处的残留量较大,造成产品的线路轮廓被腐蚀,产生斑点及微孔,影响镀层在产品上的附着,最终导致产品出现溢镀、漏镀等不良现象。现有技术cn 111805091 a和cn 112739024 a均分别针对lap工艺的这一问题提出了工艺改善方法,但是目前尚没有报道用于lap工艺的聚合物材料可以改善溢镀、漏镀等不良问题。
技术实现要素:
4.为解决上述现有技术中存在的不足之处,本发明的目的在于提供一种聚酰胺组合物及其用途。
5.为达到其目的,本发明所采用的技术方案为:
6.一种聚酰胺组合物,其包括如下重量份的组分:聚酰胺50~90份、激光引发剂0.5~2份、激光保护剂1~5份和片状填料5~30份;所述激光引发剂为由金属氧化物溶剂和金属氧化物溶质形成的固溶体,所述金属氧化物溶剂中含有金属元素ti、sn、nb、w、mn、ta中的至少一种,所述金属氧化物溶质中含有金属元素mg、al、ca、fe、ti、ni、cu、sn、sb中的至少一种;所述激光保护剂为异氰酸酯类化合物。
7.优选地,所述激光保护剂选自三甲代烯丙基异氰酸酯(tmaic)、三烯丙基异氰脲酸酯(taic)中的至少一种。
8.加入0.5~2重量份的所述激光引发剂可以在激光镭雕过程中吸收激光能量而发生价态转化,转化后的激光引发剂可以进一步在化镀过程中与化镀液的金属离子产生置换反应,加快金属镀层的沉积,同时提高材料表面与金属镀层的结合力。此外,激光引发剂的加入可以吸收部分激光能量,在一定程度上防止材料在激光镭雕过程中由于局部过热而导致碳化,从而可以改善溢镀和漏镀的问题。若所述激光引发剂加入过少,改善作用不明显;若加入过多,也会导致溢镀问题发生。
9.另一方面,在激光镭雕过程中,激光轰击材料表面形成的高热会使得聚酰胺基体
发生熔融降解,聚酰胺发生断链等一系列降解反应,从而使得材料体积收缩不均匀,加上短链聚酰胺极易碳化形成致密的碳层,导致激光镭雕后的沟槽表面粗糙、沟槽宽度不均以及有大量碳化物存在,造成在化镀过程中形成的金属镀层薄厚不均、线径差异大和出现漏镀等问题,严重影响电路质量。本发明通过引入1~5重量份所述激光保护剂,可以在激光镭雕过程中利用高热使得断链的聚酰胺进一步扩链、微交联形成高分子量聚酰胺;吸热和高分子量聚酰胺的形成可以有效减少碳化物的产生,从而减少后续化镀过程中的漏镀;同时激光保护剂的引入使得激光照射部位的聚酰胺发生均匀地降解-扩链反应,使得材料的烧蚀和收缩过程均匀,形成均一的沟槽表面和宽度,从而可以在化镀过程中减少溢镀,形成线径均匀和镀层厚度均匀的高品质立体电路。若所述激光保护剂加入过少,改善作用不明显;若加入过多,会导致激光照射过程中树脂过度反应发泡,引发溢镀和漏镀问题。
10.本发明中,相比于单独使用所述激光引发剂或所述激光保护剂,所述激光引发剂和所述激光保护剂同时作用时能更好地改善溢镀和漏镀问题,使产品良率显著提高。
11.优选地,所述激光保护剂与激光引发剂的质量比值为2~3。此时,能较好地改善溢镀和漏镀问题,组合物在激光镭雕应用中的产品良率较高。
12.优选地,所述激光引发剂中,金属氧化物溶剂和金属氧化物溶质的质量比值为1~1.5。
13.其次,本发明中使用的片状填料可以减少表层树脂在激光镭雕过程中的碳化和变形,形成均一的沟槽表面。由于注塑过程中的“喷泉”流动效应,片状填料会在制件的皮层沿流动方向有序排列。在激光镭雕过程中,有序排列的片状填料的存在可以将局部的热量迅速传导到整个表面,减少因局部热量过高而导致的树脂碳化。另外,片状填料和树脂基体存在一定的界面结合作用,有序排列的片状填料可以在树脂基体激光镭雕变形过程中起到支撑和牵引作用,从而使树脂发生更均一的变形,使镭雕形成的沟槽表面更加光滑,有利于形成厚度均匀的镀层,从而减少了“漏镀”和“溢镀”。同时片状填料的存在可以提升熔体在挤出和注塑过程中的剪切力,使得激光引发剂在体系中分布均匀,减少因为激光引发剂分布不均匀而导致的“漏镀”和“溢镀”,进一步提升了产品的良率。
14.优选地,所述片状填料的重量份为10~20份。此时,聚酰胺组合物的lap良品率较高。
15.优选地,所述片状填料为片状玻璃粉、云母粉、高岭土中的至少一种。
16.优选地,所述片状填料的径厚比≥20:1。其中,径厚比的测试方法为参照国家标准jct 2063-2011进行测试。
17.优选地,所述片状填料的径厚比为20:1~80:1。
18.具有合适径厚比的片状填料,在注塑过程中,更容易在制件的皮层沿流动方向取向,从而可以对基体树脂起到更好的保护作用。当径厚比过小时,片状填料的各项异性较差,难以形成有序排列的取向结构。
19.优选地,所述聚酰胺选自半结晶聚酰胺、无定形聚酰胺中的至少一种。
20.优选地,所述半结晶聚酰胺选自脂肪族聚酰胺、芳香族聚酰胺中的至少一种。脂肪族聚酰胺可选自pa6、pa46、pa410、pa66、pa610、pa612、pa1010、pa1012、pa1212、pa11、pa12等中的至少一种。芳香族聚酰胺可选自pa4t/66、pa4t/410、pa6t/66、pa6t/6i、pa6t/6i/66、pa6t/m5t、pa6t/10t、pa9t、pa9t/66、pa9t/m8t、pa10t、pa10t/m5t、pa10t/66、pa10t/10i、
pa10t/610、pa10t/1010、pa10t/1012、pa12t等中的至少一种。
21.所述无定形聚酰胺包括由环状脂肪族二胺和具有6~18个碳原子的脂肪族二羧酸制成的无定形聚酰胺、pa6i/6t中的至少一种。
22.优选地,所述聚酰胺为半结晶聚酰胺。半结晶聚酰胺可使产品具有更好的尺寸稳定性,利于提高产品良率。
23.本发明还提供了一种所述激光引发剂的制备方法,其包括如下步骤:将金属氧化物溶剂和金属氧化物溶质进行湿磨,然后烘干,去除水分,粉碎,使粒径分布在5~200μm,然后放入高温炉中煅烧形成固溶体,制得所述激光引发剂。
24.本发明还提供了一种所述聚酰胺组合物的制备方法,其包括如下步骤:将各组分混合均匀后,加入双螺杆挤出机中,经熔融挤出造粒,得到低密度聚酰胺组合物。优选地,所述双螺杆挤出机的螺杆长径比为48:1,螺筒温度为200~330℃,螺杆转速为200~500rpm。
25.本发明还提供了所述聚酰胺组合物作为基材在lap领域中的应用。由所述聚酰胺组合物形成的表面可以使用lap激光化学活化金属镀工艺选择性形成三维立体电路,在保证天线性能的同时改善了溢镀、漏镀等不良现象,提高了产品良率。
26.本发明还提供了一种lap基材,其采用包括所述聚酰胺组合物制成。
27.与现有技术相比,本发明的有益效果为:本发明提供的聚酰胺组合物可以有效地改善lap工艺镭雕化镀过程中的溢镀、漏镀等问题,获得表面线路均匀的高品质立体电路。
具体实施方式
28.下面将结合实施例对本发明的技术方案作进一步描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。除非特别说明,本发明采用的试剂、方法和设备为本技术领域常规使用的试剂、方法和设备。
29.现对部分原料作如下说明,但不限于这些原料:
30.聚酰胺a,pa612(脂肪族半结晶聚酰胺),乙二胺/十二碳二元酸=50/50(质量比),金发科技股份有限公司。
31.聚酰胺b,pa6t/6i/66(芳香族半结晶聚酰胺),6t/6i/66=50/25/25(质量比),金发科技股份有限公司。
32.聚酰胺c,pa12/macm(无定形聚酰胺),12/macm=90/10,金发科技股份有限公司。
33.激光引发剂,固溶体,溶剂为钨氧化物,溶质为锑氧化物,溶剂与溶质的重量比为5:4;制备方法如下:按照原料配比称量物料,湿磨,将磨好的物料烘干去除水分,然后粉碎,粒径分布在5~200μm,将粉碎后的粉体放入高温炉中升温到1000~1500℃煅烧0.5~3h,得到目标固溶体成品。
34.激光保护剂-1,tmaic,熔点80~85℃,湖南方锐达科技有限公司。
35.激光保护剂-2,taic,熔点26~28℃,湖南方锐达科技有限公司。
36.片状玻璃粉a:牌号玻璃鳞片300目,径厚比80:1,仪征市宝怡颜料化工有限公司。
37.片状玻璃粉b:牌号玻璃鳞片500目,径厚比20:1,仪征市宝怡颜料化工有限公司。
38.片状玻璃粉c:牌号玻璃鳞片1000目,径厚比50:1,仪征市宝怡颜料化工有限公司。
39.云母粉:gm-5,平均粒径50μm,径厚比50:1,滁州格锐矿业有限责任公司。
40.高岭土:gmp-1,平均粒径44μm,径厚比30:1,中国高岭土有限公司。
41.纤维状填料:玻璃纤维,牌号ecs309a-3-h,重庆国际复合材料有限公司。
42.球形填料:二氧化钛,牌号r-24,日本堺化学。
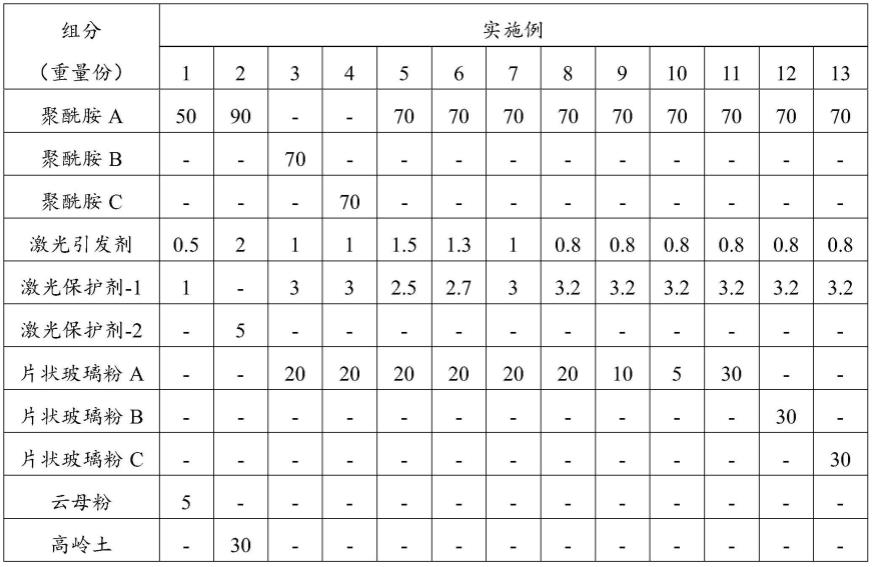
43.实施例1~13
44.实施例1~13提供了一种聚酰胺组合物,其配方见表1,制备方法为:按配方将各组分混合均匀后,加入双螺杆挤出机中,经熔融挤出造粒,得到聚酰胺组合物。双螺杆挤出机的螺杆长径比为48:1,螺筒温度为200~330℃,螺杆转速为200~500rpm。
45.对比例1~9提供了一种聚酰胺组合物,其配方见表2,制备方法参照实施例1~13的制备方法。
46.表1
[0047][0048]
注:表中
“‑”
表示未添加该组分,下同。
[0049]
表2
[0050]
[0051][0052]
性能测试:
[0053]
对上述实施例及对比例制备的聚酰胺组合物进行性能测试。测试方法如下:
[0054]
良品率:将聚酰胺组合物在200~330℃的条件下进行加热熔融、注射成型,制作成100mm
×
100mm
×
2mm的平板状试验片,使用lap工艺镭雕化镀后,使用影像量测仪观察表面线路的镀层情况,出现漏镀、溢镀现象即视为不合格。每组统计100块试验片的线路情况得出良品率。
[0055]
测试结果见表3。
[0056]
表3
[0057]
[0058][0059]
根据表3的测试结果可以看出,本发明实施例1~13制备的聚酰胺组合物,具有优异的lap性能,在lap镭雕化镀之后,金属线路溢镀和漏镀现象明显减少,良品率较高。
[0060]
从对比例1~2可看出,本发明配方中,激光引发剂加入过多或过少时,均会导致产品良率大大下降,这是因为加入过少时,改善作用不明显,而加入过多时,也会导致溢镀问题发生。
[0061]
从对比例3~4可看出,本发明配方中,激光保护剂加入过多或过少时,均会导致产品良率大大下降,这是因为加入过少时,改善作用不明显,而加入过多时,会导致激光照射过程中树脂过度反应发泡,引发溢镀和漏镀问题。
[0062]
从对比例5~7可看出,当缺少激光引发剂、激光保护剂或片状填料时,组合物的良品率显著下降,说明激光引发剂、激光保护剂和片状填料同时作用时能更好地改善溢镀和漏镀问题,使产品良率显著提高。通过实施例5~8还可看出,激光保护剂与激光引发剂的配比也会对溢镀和漏镀的改善效果产生影响,当激光保护剂与激光引发剂的质量比值为2~3时,能较好地改善溢镀和漏镀问题,使组合物在激光镭雕应用中的产品良率更高。
[0063]
从对比例8~9可看出,当加入纤维状填料或球形填料时,并不能起到与片状填料相同的技术效果,因为纤维状填料和球形填料不能有效保护基体树脂。而且,纤维状填料或球形填料会导致激光镭雕形成的沟槽表面粗糙,镀层厚度不均一,容易发生漏镀和溢镀的问题。
[0064]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1