一种红外旋转加热夹具的制作方法
1.本实用新型涉及焊接设备技术领域,具体涉及一种红外旋转加热夹具。
背景技术:
2.红外焊接是采用非接触式的加热方法,使用红外辐射热对塑料工件进行加热。两个待焊接的零件表面在红外线的映照下迅速融化,经压合冷却后即粘接在一起,并可获得极高的焊接强度。目前红外焊接机多为直立结构,多数焊接的为偏平状结构产品,小型管材一般来说可以进行上下加热焊接,但是针对一些大型管材(如储氢罐,长度可以达到4.5米以上),由于产品比较长,如果继续使用上下结构进行焊接,不仅操作难度大,而且无法保证其焊接的稳定性,并且生产类似的机器可能需要好几米的高度,会远远超出工人操作的极限,检修、维护、生产均不具备可操作性。
3.虽然,大型管材长度可能达到4.5米以上,但是管材直径一般都在0.45米以内,针对这个特点,同时为了解决上下结构焊接的缺点,可采用卧式红外焊接设备实现大型管材的卧式焊接,但是卧式红外焊接的加热均匀性却远远不如直立式红外焊接。
技术实现要素:
4.本实用新型的目的是提供一种红外旋转加热夹具,改善加热均匀性。
5.本实用新型的目的可以通过以下技术方案来实现:一种红外旋转加热夹具,包括环形夹持件和驱动组件;
6.所述的环形夹持件包括底板和转动设置在底板上的连接板,连接板连接用于驱动连接板转动的驱动组件,连接板上设置有用于对待焊接件进行夹持的型腔。
7.目前的卧式红外焊接夹具主要以固定产品为主,型腔不具备旋转功能,红外加热时由于冷热空气对流,导致产品上下加热不均匀。本实用新型提供了一种可以旋转加热的焊接夹具,加热时可以将产品上下部分旋转交替加热,大大提高了加热的均匀性,从而改善加热效果,提升焊接质量。
8.优选地,所述的驱动组件包括与连接板相连的传动件和用于驱动传动件运动的动力源。
9.进一步优选地,所述的传动件包括设置在连接板边缘的从动齿轮和与从动齿轮啮合的主动齿轮,所述的主动齿轮连接动力源。
10.优选地,所述的底板与连接板之间设置有转动组件;
11.所述的转动组件包括环形导轨以及夹持在环形导轨内外两侧的内滚轮和外滚轮,所述的内滚轮和外滚轮设置在滚轮安装板上;
12.所述的环形导轨与底板固接,滚轮安装板与连接板固接。
13.进一步优选地,所述的环形导轨由第一导轨、第二导轨、第三导轨和第四导轨构成;
14.环形导轨的内外两侧分设有多个内滚轮和外滚轮,且每四个分设在环形导轨内外
两侧的内滚轮和外滚轮设置在一块滚轮安装板上。
15.优选地,所述的底板由第一底板、第二底板、第三底板和第四底板构成;
16.所述的第三底板固定,第一底板、第二底板和第四底板各自连接有位移组件;
17.所述的连接板由第一连接板、第二连接板、第三连接板和第四连接板构成,型腔包括多个分设在第一连接板、第二连接板、第三连接板和第四连接板上的仿形型腔块。
18.进一步优选地,所述的第一底板连接有用于驱动第一底板翻转的第一位移组件;
19.所述的第二底板连接有用于驱动第二底板平移的第二位移组件;
20.所述的第四底板连接有用于驱动第四底板平移的第四位移组件;
21.所述的第三底板固定在机架上。
22.进一步优选地,相邻两个所述的连接板上分别设置有相匹配的凸起和凹槽结构。
23.优选地,所述的红外旋转加热夹具还设有用于锁紧型腔的锁紧组件。
24.进一步优选地,所述的锁紧组件包括锁紧柱、铜套和用于驱动锁紧柱插入铜套的驱动件。
25.更进一步优选地,所述的底板上设置有锁紧柱,连接板上设置有与锁紧柱相匹配的铜套,所述的锁紧柱连接有用于驱动锁紧柱插入铜套内的驱动件。
26.优选地,所述的驱动组件连接有控制器,控制器连接有用于对环形夹持件转速进行检测的传感器。
27.进一步优选地,所述的传感器包括减速信号传感器和旋转停止信号传感器。
28.与现有技术相比,本实用新型具有以下优点:
29.1.本实用新型夹具在卧式红外焊接加热时可以将产品上下部分旋转交替加热,大大提高了加热的均匀性,从而改善加热效果,提升焊接质量,可解决卧式红外焊接中,加热不均匀,焊接不良的问题;
30.2.本实用新型通过环形夹持件、驱动组件和转动组件的配合设置,使得环形夹持件的型腔可在驱动组件的动力源的作用下稳定旋转;
31.3.本实用新型通过环形夹持件、驱动组件和转动组件对应的分段设置,便于环形夹持件打开或并拢,有利于待焊接件的取放,提高了操作的便利性;
32.4.本实用新型通过相邻连接板上相匹配的凸起和凹槽结构的设置,有利于提高环形夹持件并拢时结构的整体性和稳定性;
33.5.本实用新型通过减速信号传感器和旋转停止信号传感器的设置,可控制动力源的动力输出量和停止,提高夹具旋转过程的可控性和精度。
附图说明
34.图1为本实用新型夹具的结构示意图;
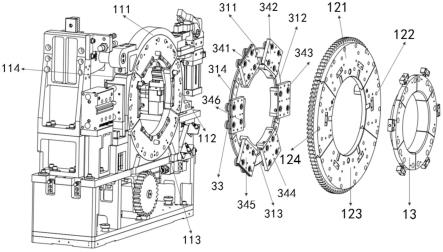
35.图2为本实用新型夹具的爆炸图;
36.图3为本实用新型转动组件的结构示意图;
37.图4为本实用新型夹具并拢状态示意图;
38.图5为本实用新型夹具打开状态示意图;
39.图6为本实用新型驱动件的结构示意图;
40.图7为本实用新型锁紧柱的结构示意图;
41.图8为本实用新型铜套的结构示意图;
42.图9为本实用新型传感器的结构示意图;
43.图10为本实用新型连接板的结构示意图;
44.图11为对比例1夹具的结构示意图;
45.图12为本实用新型夹具用于红外旋转加热过程的示意图;
46.图中:1-环形夹持件,11-底板,111-第一底板,112-第二底板,113-第三底板,114-第四底板,12-连接板,121-第一连接板,122-第二连接板,123-第三连接板,124-第四连接板,13-型腔,131-第一型腔块,132-第二型腔块,133-第三型腔块,134-第四型腔块,135-第五型腔块,136-第六型腔块,2-驱动组件,21-传动件,211-从动齿轮,2111-第一从动齿轮,2112-第二从动齿轮,2113-第三从动齿轮,2114-第四从动齿轮,212-主动齿轮,22-动力源,3-转动组件,31-环形导轨,311-第一导轨,312-第二导轨,313-第三导轨,314-第四导轨,32-内滚轮,33-外滚轮,34-滚轮安装板,341-第一滚轮安装板,342-第二滚轮安装板,343-第三滚轮安装板,344-第四滚轮安装板,345-第五滚轮安装板,346-第六滚轮安装板,4-位移组件,41-第一位移组件,42-第二位移组件,44-第四位移组件,5-锁紧柱,6-铜套,7-驱动件,8-减速信号传感器,9-旋转停止信号传感器,10-红外加热模块。
具体实施方式
47.下面结合附图和具体实施例对本实用新型进行详细说明。以下实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
48.实施例1
49.一种红外旋转加热夹具,包括环形夹持件1和驱动组件2,其中,环形夹持件1包括底板11、连接板12和型腔13,连接板12转动设置在底板11上并连接驱动组件2,在连接板12上设置有型腔13。
50.工作时,待焊接产品横向穿过环形夹持件1,使用型腔13对待焊接产品进行夹持固定,驱动组件2驱动连接板12相对底板11转动,进而带动连接板12上的型腔13及待焊接产品发生转动。
51.实施例2
52.一种红外旋转加热夹具,驱动组件2包括传动件21和动力源22,传动件21形式包括但不限于齿轮、皮带等部件,动力源22形式包括但不限于电机、气缸等部件。在本实施例中,传动件21采用齿轮形式,包括环设在连接板12外侧的从动齿轮211和与从动齿轮211啮合的主动齿轮212,动力源22采用电机形式,用于驱动主动齿轮212转动,带动从动齿轮211转动,进而带动连接板12转动。其余结构与实施例1相同。
53.实施例3
54.一种红外旋转加热夹具,连接板12通过转动组件3转动设置在底板11上。转动组件3包括环形导轨31、内滚轮32、外滚轮33和滚轮安装板34,环形导轨31固定在底板11上,内滚轮32和外滚轮33分别设置在环形导轨31内外两侧,可沿环形导轨31滚动,内滚轮32和外滚轮33固定在滚轮安装板34上,滚轮安装板34可沿着环形导轨31进行环形运动,滚轮安装板34固定在连接板12上。其余结构与实施例2相同。
55.加热时,主动齿轮212带动从动齿轮211转动,通过滚轮安装板34、外滚轮33、连接板12,带动整个型腔13沿着环形导轨31转动,使整个焊接面均匀受热,加热完成后,旋转停止,进行压合焊接。
56.实施例4
57.一种红外旋转加热夹具,如图6~8所示,在底板11上朝向连接板12的一侧设置有锁紧柱5,连接板12上朝向底板11的一侧设置有铜套6,锁紧柱5连接有锁紧柱驱动件7,可在驱动件7的驱动下插入铜套6内,使得型腔锁紧。在本实施例中,驱动件7为气缸。其余结构与实施例3相同。
58.实施例5
59.一种红外旋转加热夹具,如图9所示,在从动齿轮211旁设置有接近传感器,在本实施例中,设置有两个接近传感器,分为减速信号传感器8和旋转停止信号传感器9,减速信号传感器8连接控制器,控制器连接动力源22,用以控制动力源22的动力输出量,旋转停止信号传感器9连接控制器,控制器连接动力源22,用以控制动力源22的停止。其余结构与实施例4相同。
60.实施例6
61.一种红外旋转加热夹具,如图1~3所示,底板11由顺时针依次设置的第一底板111、第二底板112、第三底板113和第四底板114构成,环形导轨31由顺时针依次设置的第一导轨311、第二导轨312、第三导轨313和第四导轨314构成,环形导轨31内外两侧分别环设有12个内滚轮32和12个外滚轮33,每四个分设在环形导轨31内外两侧的内滚轮32和外滚轮33设置在一块滚轮安装板34上,在本实施例中,滚轮安装板34共有六块,分别为顺时针依次设置的第一滚轮安装板341、第二滚轮安装板342、第三滚轮安装板343、第四滚轮安装板344、第五滚轮安装板345和第六滚轮安装板346,各滚轮安装板34均可沿着环形导轨31进行环形运动。连接板12由顺时针依次设置的第一连接板121、第二连接板122、第三连接板123和第四连接板124构成,型腔13由顺时针依次设置的第一型腔块131、第二型腔块132、第三型腔块133、第四型腔块134、第五型腔块135和第六型腔块136构成,从动齿轮211由顺时针依次设置的第一从动齿轮2111、第二从动齿轮2112、第三从动齿轮2113和第四从动齿轮构成2114。
62.在本实施例中,第一从动齿轮2111、第二从动齿轮2112、第三从动齿轮2113和第四从动齿轮2114分别安装在第一连接板121、第二连接板122、第三连接板123和第四连接板124上,第一型腔块131和第二型腔块132安装在第一连接板121上,第三型腔块133安装在第二连接板122上,第四型腔块134和第五型腔块135安装在第三连接板123上,第六型腔块136安装在第四连接板124上。
63.第一连接板121安装在第一滚轮安装板341和第二滚轮安装板342上,第二连接板122安装在第三滚轮安装板343上,第三连接板123安装在第四滚轮安装板344和第五滚轮安装板345上,第四连接板124安装在第六滚轮安装板346上。
64.第一导轨311安装在第一底板111上,连同其上所有部件,组成第一滑块,第二导轨312安装在第二底板112上,连同其上所有部件,组成第二滑块,第三导轨313安装在第三底板113上,连同其上所有部件,组成第三固定块,第四导轨314安装在第四底板114上,连同其上所有部件,组成第四滑块。在本实施例中,第一底板111、第二底板112和第四底板114各自
连接有位移组件4,第三底板113固定在机架上。具体地,如图4~5所示,第一底板111连接有用于驱动其翻转的第一位移组件41,第二底板112连接有用于驱动其平移的第二位移组件42,第四底板114连接有用于驱动第四底板114平移的第四位移组件44,因此,第一滑块、第二滑块和第四滑块可在位移组件4的作用下位移,使得环形夹持件1打开,方便取放件。第一滑块、第二滑块和第四滑块与第三固定块并拢后四部分合并成一个完整的旋转机构。其余结构与实施例5相同。
65.实施例7
66.一种红外旋转加热夹具,连接板12的结构如图10所示,第一连接板121、第二连接板122、第三连接板123和第四连接板124之间有相匹配的凸起和凹槽结构,当滑块收拢后,第一连接板121、第二连接板122、第三连接板123和第四连接板124相互契合成为一个整体,连同其上所有部件组成完整的旋转路径。其余结构与实施例6相同。
67.对比例1
68.一种卧式红外焊接夹具,如图11所示,包括用于对待焊接产品进行夹持固定的型腔13,型腔13由多个型腔块构成,部分型腔块连接有位移组件4,便于型腔13打开,以便取放件。
69.在卧式红外焊接过程中,对比例1夹具主要以固定产品为主,型腔不具备旋转功能,加热均匀性较低。而使用本实用新型夹具进行红外旋转加热时,如图12所示,红外加热模块10设置在夹具旁,夹具的型腔13旋转,红外加热模块10可对型腔13夹持的产品进行加热,相比对比例1的固定型腔,使用本实用新型夹具后加热更加均匀,加热效果更好。
70.在本实用新型中,需要说明的是,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
71.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用本实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1