无纺布、无纺布层压制品及物品的制作方法
1.公开一种无纺布、无纺布层压制品及物品。更具体地,公开一种蓬松度和视觉性得到提高的无纺布、无纺布层压制品及物品。
背景技术:
2.无纺布的最终物性取决于网的形成方法和结合方法。
3.在现有的纺粘无纺布制造过程中,通过单独纺丝或芯鞘型复合纺丝形成网。如此形成的网具有无卷曲的简单结构,并且因加热压延机结合而形成较薄形态的无纺布。
4.在制造尿布时,较薄形态的无纺布用作顶片和底片,但是其相较于通过梳理形成网并通过热风结合的短纤维热风无纺布,存在因蓬松度显着降低而使柔软度下降的问题。
5.另外,因在形成网时不卷曲,导致蓬松度下降,因此在制造尿布不时直接与婴儿臀部皮肤接触的面积较大,并且在层压无纺布时与adl层(aquisition distribution layer)之间无多余空间,从而导致排尿时的尿液残留在部分顶片中,使婴儿臀部红肿或起疹子。另外,还存在尿液漏到尿布外部的问题。
6.另外,随着尿布等卫生用品市场的高端化,在提高蓬松度和视觉性以提供差异化方面,现有的纺粘无纺布具有局限性。
技术实现要素:
技术问题
7.本发明的一实施方案提供一种无纺布,其蓬松度和视觉性得到提高。
8.本发明的另一实施方案提供一种无纺布层压制品,其包括2个或更多个所述无纺布。
9.本发明的另一实施方案提供一种物品,其包括所述无纺布层压制品。技术方案
10.本发明一方面提供一种无纺布,
11.其具有2.0%至65.9%的由以下数学式1表示的筛分函数值:
12.【数学式1】
13.筛分函数值(%)=(筛分试验后残留在无纺布上的粉末的最终重量)/(用于筛分试验的粉末的初始重量)
×
100。
14.所述无纺布的所述筛分函数值可以是2.0%至15.7%。
15.在所述无纺布中,所述孔的平均尺寸可以是0.411
㎜
至0.833
㎜
。
16.所述无纺布的吸收度可以是2.0秒至11.4秒。
17.所述无纺布在纵向(md)的手感测试仪测量值可以是3.1g至5.1g,横向(cd)的手感测试仪测量值可以是1.0g至2.3g。
18.所述无纺布的抗压强度可以是3.4cn至6.4cn。
19.本发明另一方面提供一种无纺布层压制品,
20.其具有2层或更多层结构,并且其中的至少1层为所述无纺布。
21.所述无纺布可以是纺粘无纺布,所述无纺布层压制品可以被配置为仅在两个表层中的一面露出所述纺粘无纺布。
22.本发明另一方面提供一种物品,
23.其包括所述无纺布层压制品。
24.所述物品可以是尿布、吸收用品、一次性卫生用品、排便用品、侧褶裥(side gather)、支撑层(support layer)或顶片。有益效果
25.根据本发明一实施方案的无纺布不仅具有优异的蓬松度,还具有差异化的视觉性,因此可提供高级化的形象。
具体实施方式
26.以下,详细描述根据本发明一实施方案的无纺布。
27.根据本发明一实施方案的无纺布可以具有2.0%至65.9%的由以下数学式1表示的筛分函数值:
28.【数学式1】
29.筛分函数值(%)=(筛分试验后残留在无纺布上的粉末的最终重量)/(用于筛分试验的粉末的初始重量)
×
100。
30.当所述筛分函数值为2.0%至65.9%时,可以得到蓬松度和视觉性得到提高的无纺布。
31.例如,所述无纺布的所述筛分函数值可以是2.0%至15.7%。当所述筛分函数值为2.0%至15.7%时,可以得到不仅是蓬松度和视觉性得到提高,吸收度和加工性也得到提高的无纺布。
32.在所述无纺布中,所述孔的平均尺寸可以是0.411
㎜
至0.833
㎜
。
33.另外,所述无纺布的吸收度可以是2.0秒至11.4秒。
34.另外,所述无纺布在纵向(md)的手感测试仪测量值可以是3.1g至5.1g,横向(cd)的手感测试仪测量值可以是1.0g至2.3g。
35.另外,所述无纺布的抗压强度可以是3.4cn至6.4cn(centinewton)。
36.所述无纺布可以包括卷曲型复合纤维(以下,称作“复合纤维”)。
37.所述复合纤维可以包括第一丙烯基聚合物和第二丙烯基聚合物。
38.通过差示扫描量热法(dsc)测量的所述第二丙烯基聚合物的熔点可以比所述第一丙烯基聚合物的熔点高30℃或更高。
39.根据astm d1238测量的所述第一丙烯基聚合物和所述第二丙烯基聚合物的熔体指数(mfr:检测温度230℃、负载2.16
㎏
)之比(所述第二丙烯基聚合物/所述第一丙烯基聚合物)可以大于或等于1.5。
40.例如,所述第一丙烯基聚合物的熔点可以比所述第二丙烯基聚合物的熔点高30℃至60℃或30℃至100℃。
41.例如,所述熔体指数之比(所述第二丙烯基聚合物/所述第一丙烯基聚合物)可以是1.7至2.0、1.7至3.0或1.7至4.0。
42.所述第一丙烯基聚合物和所述第二丙烯基聚合物在所述复合纤维的截面内均匀混合或被排列成实际占据各自区域,并沿长度方向连续伸长,所述第一丙烯基聚合物和所述第二丙烯基聚合物中的至少一种成分可以沿所述复合纤维的长度方向连续形成外周部表面的至少一部分。
43.所述第一丙烯基聚合物和所述第二丙烯基聚合物可以分别独立地将丙烯的均聚物或丙烯作为主要结构单元成分,并且可以是其与乙烯、1-丁烯、1-戊烯、1-己烯、1-辛烯以及4-甲基-1-戊烯等具有2至20个,优选2至8个碳原子的α-烯烃中的一种或两种或更多种的共聚物。例如,所述第一丙烯基聚合物和所述第二丙烯基聚合物可以分别独立地为具有0mol%至10mol%的乙烯单元成分含量以及20g/10min至200g/10min mfr的均聚物或丙烯
·
乙烯无规共聚物。
44.特别地,由于能够得到包括蓬松度优异且柔软度良好的复合纤维的无纺布,因此第一丙烯基聚合物可以是丙烯均聚物、第二丙烯基聚合物可以是丙烯和少量乙烯的无规共聚物,乙烯单元成分的含量可以小于或等于10mol%,例如,1mol%至10mol%。另外,按照常规方法通过13c-nmr光谱求得乙烯单元成分的含量。
45.除作为主要成分的丙烯基聚合物成分之外,所述第一丙烯基聚合物可进一步包括1重量%至5重量%的成核剂,由此所述第一丙烯基聚合物的结晶温度可以比所述第二丙烯基聚合物的结晶温度高19℃或更高。
46.所述第一丙烯基聚合物的熔点可以在120℃至175℃的范围,所述第二丙烯基聚合物的熔点可以在110℃至155℃的范围。另外,如上所述,所述两种成分的熔点之差可以在大于或等于30℃、30℃至60℃或30℃至100℃的范围。
47.所述无纺布可以包括70重量份至90重量份的通过所述第一丙烯基聚合物的纺丝而形成的纤维以及10重量份至30重量份的通过所述第二丙烯基聚合物的纺丝而形成的纤维。
48.所述无纺布具有小于或等于0.7%的亲水剂浸渍量(opu),因此所述无纺布可以具有小于或等于5.0的再湿性指数以及小于10秒的水的耐久吸收度。
49.所述亲水剂可以包括蜡乳液、活性柔软剂、有机硅化合物、表面活性剂或它们的组合。所述有机硅化合物可以包括含氨基的有机硅、含氧化烯基的有机硅或它们的组合。所述表面活性剂可以包括羧酸盐阴离子表面活性剂、磺酸盐阴离子表面活性剂、硫酸酯盐阴离子表面活性剂、磷酸酯盐阴离子表面活性剂(特别地,烷基磷酸酯盐)等阴离子表面活性剂;脱水山梨糖醇脂肪酸酯、二甘醇单硬脂酸酯、二甘醇单油酸酯、甘油单硬脂酸酯、甘油单油酸酯、丙二醇单硬脂酸酯等多元醇单脂肪酸酯,n-(3-油氧基-2-羟丙基)二乙醇胺、聚氧乙烯氢化蓖麻油、聚氧乙烯山梨醇蜂蜡、聚氧乙烯山梨糖醇倍半硬脂酸酯、聚氧乙烯单油酸酯、聚氧乙烯山梨糖醇倍半硬脂酸酯、聚氧乙烯甘油单油酸酯、聚氧乙烯单硬脂酸酯、聚氧乙烯单月桂酸酯、聚氧乙烯单油酸酯、聚氧乙烯十六烷基醚,聚氧乙烯月桂基醚等非离子表面活性剂;季铵盐、胺盐或胺等阳离子表面活性剂,含有羧基、磺酸盐和硫酸盐的仲胺或叔胺的脂肪族衍生物,或杂环仲胺或叔胺的脂肪族衍生物等两性表面活性剂;或者它们的组合。
50.具体地,所述亲水剂可以是非离子亲水剂。
51.所述非离子亲水剂可以包括含氨基的有机硅、含氧化烯基的有机硅等有机硅化合
物;脱水山梨糖醇脂肪酸酯、二甘醇单硬脂酸酯、二甘醇单油酸酯、甘油单硬脂酸酯、甘油单油酸酯、丙二醇单硬脂酸酯等多元醇单脂肪酸酯,n-(3-油氧基-2-羟丙基)二乙醇胺、聚氧乙烯氢化蓖麻油、聚氧乙烯山梨醇蜂蜡、聚氧乙烯山梨糖醇倍半硬脂酸酯、聚氧乙烯单油酸酯、聚氧乙烯山梨糖醇倍半硬脂酸酯、聚氧乙烯甘油单油酸酯、聚氧乙烯单硬脂酸酯、聚氧乙烯单月桂酸酯、聚氧乙烯单油酸酯、聚氧乙烯十六烷基醚,聚氧乙烯月桂基醚等非离子表面活性剂;或者它们的组合。
52.更具体地,所述非离子亲水剂可以包括固体含量大于或等于90重量%的表面活性剂(即,非离子表面活性剂)。
53.所述复合纤维的平均直径可以是1μm至50μm。
54.所述第一丙烯基聚合物和所述第二丙烯基聚合物可以使用高立构规整性聚合催化剂来制造。
55.所述高立构规整性聚合催化剂可以包括二酯成分的催化剂、琥珀酸成分的催化剂、茂金属催化剂或它们的组合。
56.另外,除作为主要成分的丙烯基聚合物成分之外,所述第一丙烯基聚合物进一步包括所述成核剂,以此可提高所述第一丙烯基聚合物的结晶温度,以使其不同于所述第二丙烯基聚合物的结晶温度,以此改进出现卷曲而引起的无纺布的厚度,从而进一步提高所述无纺布的柔软度和蓬松度。
57.所述成核剂可以包括粒状添加剂、自组装成核剂、反应性成核剂或它们的组合。所述粒状添加剂可以包括苯甲酸钠、二氧化钛、二氧化硅、纳米粘土、钠盐、钛酸钙、金属氧化物、金属氢氧化物或它们的组合。所述自组装成核剂可以包括双(对甲基亚苄基)山梨糖醇、二亚苄基山梨糖醇、单亚甲基苄基山梨糖醇(mbs)、双(对甲基亚苄基)山梨糖醇、它们的衍生物或它们的组合。所述反应性成核剂可以包括金属盐、4-联苯羧酸、4-联苯甲醇、己二酸或它们的组合。
58.包括所述复合纤维的无纺布可以在未使用特殊装置的情况下通过常规的复合熔融纺丝方法来得到,例如,其可以是通过优异的纺粘法而制造的纺粘无纺布。
59.以下,详细描述根据本发明一实施方案的无纺布的制造方法。
60.根据本发明一实施方案的无纺布的制造方法可以包括以下步骤:
61.s10,通过同一挤出机在每个区域以180℃至250℃的温度熔融第一丙烯基聚合物和第二丙烯基聚合物,以形成熔体;
62.s20,通过具有单独纺丝喷嘴的喷丝头排出所述熔体;以及
63.s30,通过扩散器排出所述排出的每个熔体。
64.另外,所述无纺布的制造方法可以进一步包括步骤s40,通过利用加热压花辊的压花加工或经高温通风热焊接的方法来对在步骤s30中形成的无纺布添加机械物性。
65.例如,所述压花加工可以在粘合率(即,压花面积率)小于或等于13%,非压花单位面积大于或等于0.2mm2,例如,在0.2mm2至0.7mm2的条件下进行。其中,非压花单位面积是指在四周被压花部包围的最小单位的非压花部中,与压花内接的方形的最大面积。在上述范围条件下进行压花加工时,能够在保持所需无纺布强度的条件下,得到蓬松度进一步提高的无纺布。
66.粘合率和非压花单位面积可以通过改变压花图案来进行调节。
67.进行所述压花加工后,所述无纺布可以包括压花部和非压花部,所述压花部可以包括以相同或不同间隔连续排列的开放压花类型的复数个单位压花图案部。
68.另外,包括在所述单位压花图案部的每个压花图案的面积可以是0.2mm2至0.7mm2。
69.另外,所述无纺布的制造方法可以进一步包括步骤s50,将在所述步骤s40中形成的无纺布供应到后加工设备,并通过加工辊对其添加深压花(deep embo)形状,从而在所述无纺布的表面提供三维立体形状。
70.在所述步骤s50中,所述后加工设备的加工辊可以被配置为通过经孔加工的10孔/英寸至50孔/英寸的深压花(deep embo)加工,使所述无纺布具有0.3
㎜
至0.7
㎜
的厚度。通过所述步骤s50的后加工,最终制造的无纺布的柔软度和蓬松度可以进一步提高。
71.所述复合纤维的无纺布可以进一步包括基于所述无纺布总重量的0.01重量%至3重量%的具有5至25个碳原子的脂肪酸酰胺。
72.所述脂肪酸酰胺可以发挥增滑剂的作用。
73.所述脂肪酸酰胺可以包括油酸酰胺、芥酸酰胺、硬脂酸酰胺或它们的组合。
74.除所述第一丙烯基聚合物和所述第二丙烯基聚合物之外,在不损毁本发明目的的前提下,所述复合纤维可以根据需要含有其它成分。所述其它成分可以包括已知的耐热稳定剂、耐候稳定剂、各种稳定剂、抗静电剂、抗粘连剂、防雾剂、填充剂、染料、颜料、天然油、合成油、蜡或它们的组合。
75.所述稳定剂可以包括2,6-二叔丁基对甲酚(bht)等抗氧化剂,四[亚甲基-3-(3,5-二-三级丁基-4-羟苯基)丙酸酯]甲烷、β-(3,5-二-三级丁基-4-羟苯基)丙酸烷基酯、2,2'-草酰胺基双[乙基-3-(3,5-二-三级丁基-4-羟苯基)丙酸酯等酚类抗氧化剂,硬脂酸锌、硬脂酸钙、1,2-羟基硬脂酸钙等脂肪酸金属盐,甘油单硬脂酸酯、甘油二硬脂酸酯、季戊四醇单硬脂酸酯、季戊四醇二硬脂酸酯、季戊四醇三硬脂酸酯等多元醇脂肪酸酯,或它们的组合。
[0076]
所述填充剂可以包括二氧化硅、硅藻土、氧化铝、氧化钛、氧化镁、浮石粉、浮石中空球、氢氧化铝、氢氧化镁、碱式碳酸镁、白云石、硫酸钙、钛酸钾、硫酸钡、亚硫酸钙、滑石、粘土、云母、石棉、硅酸钙、蒙脱石、膨润土、石墨、铝粉、硫化钼或它们的组合。
[0077]
上述丙烯基聚合体以及根据需要使用的所述其它成分可以通过已知方法被混合。
[0078]
所述复合纤维可以是单片型(mono)、芯鞘型(core/sheath)、并列型(side-by-side)或夹心型(sandwitch)的复合纤维。
[0079]
以下,详细描述根据本发明一实施方案的无纺布层压制品。
[0080]
根据本发明一实施方案的无纺布层压制品是具有至少2层或更多层结构的层压制品,其中的至少1层可以是上述无纺布。
[0081]
所述无纺布层压制品可以包括所述无纺布中的纺粘无纺布。
[0082]
例如,所述卷曲型复合纤维的无纺布可以是纺粘无纺布,所述无纺布层压制品可以被配置为仅在两个表层中的一面露出所述纺粘无纺布。
[0083]
另外,所述无纺布层压制品可以通过由4个所述纺粘无纺布层叠而成,此时所述无纺布层压制品的均匀度(cv%)可以小于或等于3%。在本说明书中,“均匀度(cv%)”是指以1
㎡
的大小将无纺布层压制品切割成30个试验片后,将30个试验片的重量偏差除以所述复数个试验片平均重量的值的百分比。
[0084]
由4个所述纺粘无纺布层叠而成的所述无纺布层压制品的厚度可以大于或等于0.02
㎜
,卷曲数量大于或等于10个/10
㎜
,粘合率小于或等于13%,表示所述无纺布层压制品柔软度的md刚度(md stiffness)可以小于或等于40
㎜
。在本说明书中,“md刚度”是指无纺布层压制品在机械方向上的折曲变形(即,无纺布层压制品弯曲的程度)。
[0085]
以下,详细描述根据本发明一实施方案的物品。
[0086]
根据本发明一实施方案的物品包括上述的无纺布层压制品。
[0087]
所述物品可以是尿布、吸收用品、一次性卫生用品、排便用品、侧褶裥(side gather)、支撑层(support layer)或顶片。
[0088]
当所述物品为尿布时,所述无纺布层压制品的亲水剂浸渍量(opu:oil pick-up)小于或等于0.7%,因此在适用于所述尿布的顶片层时,水的耐久吸收速率可以小于或等于10秒。
[0089]
可以根据以下数学式1计算所述亲水剂浸渍量(opu)。
[0090]
【数学式1】
[0091]
opu(%)=(w1-w0)/w0
×
100
[0092]
在式中,w0是未含亲水剂的无纺布层压制品的重量,w1是含亲水剂的无纺布层压制品的重量。另外,在所述数学式1中,w1是在未含亲水剂的无纺布层压制品的重量加上所述亲水剂中固体成分重量的数值。
[0093]
以下,通过实施例详细描述本发明。本实施例旨在进一步详细描述本发明,本发明的范围不限于此。
[0094]
实施例1:制造无纺布
[0095]
首先,通过同一挤出机在每个区域以180℃至250℃的温度熔融88重量份的第一丙烯基聚合物和12重量份的第二丙烯基聚合物,以形成熔体。然后,通过具有单独纺丝喷嘴的喷丝头排出所述每个熔体。然后,通过截面形状的扩散器排出所述排出的熔体。然后,通过利用加热压花辊的压花加工,对所述形成的无纺布添加机械物性。然后,作为后加工,将所述形成的无纺布供应到后加工设备,并通过加工辊对其添加深压花(deep embo)形状,从而在所述无纺布的表面提供三维立体形状。在进行所述后加工时,将所述加工辊保持在137℃。所述后加工设备的加工辊配备形成有多个销的第一辊以及在与所述第一辊的所述销对应的位置形成多个孔的第二辊,从而通过经孔加工的深压花(deep embo)加工,在所述无纺布的表面提供三维立体形状。所述第一丙烯基聚合物为丙烯均聚物(lg化学,h7700),所述第二丙烯基聚合物为乙烯与聚丙烯共聚而成的弹性无规共聚物(exxon mobile vistamaxx 7020,乙烯单元成分含量:15.0mol%)。
[0096]
实施例2:制造无纺布
[0097]
除了在进行所述后加工时,将所述加工辊保持在130℃之外,通过与所述实施例1相同的方法制造了无纺布。
[0098]
实施例3:制造无纺布
[0099]
除了在进行所述后加工时,将所述加工辊保持在120℃之外,通过与所述实施例1相同的方法制造了无纺布。
[0100]
实施例4:制造无纺布
[0101]
除了在进行所述后加工时,将所述加工辊保持在127℃之外,通过与所述实施例1
相同的方法制造了无纺布。
[0102]
比较例1:制造无纺布
[0103]
除了在进行所述后加工时,将所述加工辊保持在140℃之外,通过与所述实施例1相同的方法制造了无纺布。
[0104]
比较例2:制造无纺布
[0105]
除了在进行所述后加工时,将所述加工辊保持在100℃之外,通过与所述实施例1相同的方法制造了无纺布。
[0106]
评估例:评价无纺布的物性
[0107]
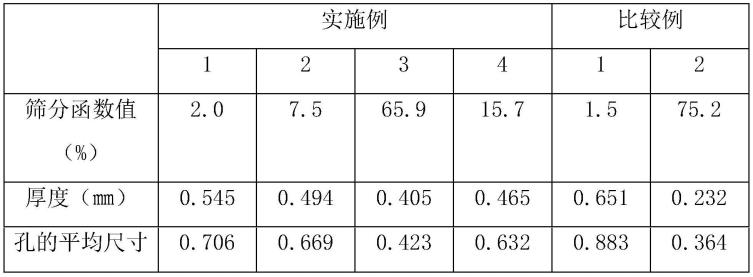
通过以下方法评估在所述实施例1至4以及比较例1至2中制造的每个无纺布的物性,并将其结果示于下表1。
[0108]
(1)筛分函数值:根据以下方法测量。
[0109]
1)准备试料(无纺布,尺寸175
㎜×
150
㎜
)
[0110]
2)测量收集器底部(collector bottom)的重量
[0111]
3)将试样放在筛分收集器(sieve collector)和收集器底部之间,并用橡胶环固定。
[0112]
4)将用橡胶环固定的筛分收集器、试样以及收集器底部(设备名称:as200 analytical sieve shakers,德国产)组装到设备中。
[0113]
5)用天秤准确称取20g的玻璃珠粉(制造公司:mondi lembacel betheniville)后倒入筛分收集器。玻璃珠粉的粒度分布(particle size distribution)如下:
[0114]
粒径为0.045
㎜
至0.060mm的颗粒的含量=3.1重量%,
[0115]
粒径为0.061
㎜
至0.075mm的颗粒的含量=10.9重量%,
[0116]
粒径为0.076
㎜
至0.090mm的颗粒的含量=14.1重量%,
[0117]
粒径为0.091
㎜
至0.105mm的颗粒的含量=39.9%,
[0118]
粒径为0.106
㎜
至0.120mm的颗粒的含量=28.1%,
[0119]
粒径为0.121
㎜
至0.135mm的颗粒的含量=3.1重量%,以及
[0120]
粒径为0.136
㎜
至0.150mm的颗粒的含量=0.8重量%
[0121]
6)分离收集器底部测量重量(=粉末+收集器底部)。
[0122]
7)根据下式1计算筛分函数值:
[0123]
(残留在无纺布上的最终重量)/(20g)
×
100
[0124]
={20g-(测试后收集器底部的重量-测试前收集器底部的重量)}/20g
×
100
[0125]
(2)厚度(
㎜
):根据块规厚度测量方法(ksk 0506的方法)测量。无纺布的厚度为蓬松度的指标。
[0126]
(3)孔的平均尺寸:用光学显微镜在25倍率下以
㎜
单位测量长轴和短轴的平均尺寸。无纺布孔的平均尺寸为视觉性的指标。
[0127]
(4)吸收度:根据wsp 70.3测量。
[0128]
(5)手感测试仪测量值(g):根据wsp 90.3测量。无纺布的手感测试仪测量值为柔软度的指标。
[0129]
(6)抗压强度:根据jis p 8126测量。无纺布的抗压强度为柔软度的另一指标。
[0130]
[表1]
[0131][0132]
另外,将符合本发明目的的无纺布所需物性示于下表2。
[0133]
[表2]
[0134][0135]
参考上述表1和表2,在实施例1至4中制造的无纺布满足所有符合本发明目的的无纺布所需物性,与此相反,在比较例1至2中制造的无纺布未满足符合本发明目的的无纺布所需物性中的至少一个。
[0136]
尽管参考实施例描述了本发明,但这仅是示例性的,所属领域的技术人员能够理解由此可以进行各种修改和等价的其它实施方案。因此,本发明真正的技术保护范围应由所附权利要求范围的技术构思所决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1