一种激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法
1.本发明涉及铝合金表面激光复合加工领域,具体涉及一种激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法。
背景技术:
2.航空铝合金由于其强度高,韧性、塑性好,具有较好的力学和加工性能的特点,被广泛应用于航空航天领域。由于航空铝合金具有较高的表面润湿性,在低温高湿环境下,飞机机身多处会产生冰层,对飞机飞行安全产生较大的影响。因此,提高飞机机身表面抗冰能力在航空领域具有重要的意义。
3.超疏水表面在航空铝合金材料表面制备是减少机身结冰的有效方法,目前存在多种方法可以实现在铝合金材料表面的超疏水性,例如,喷涂法、电火花微加工技术、模板法、电镀法、溶胶-凝胶法等。但这些制备方法都具有各自的缺陷,如工艺复杂、条件苛刻、难以大面积制备,所制备的疏水织构也存在着强度低,易磨损、容易破坏失效的问题,因此以上制备的航空铝合金超疏水表面难以在航空领域应用。
4.采用激光刻蚀技术实现航空铝合金表面的超疏水性,具有高效、环保、加工精度高的优势。良好的加工柔性使得激光刻蚀技术可以制备不同形状、不同尺寸的疏水织构,是一种重要的超疏水表面制备方式。例如,现有技术公开了一种利用短脉冲激光制备铝合金超疏水的方法,该发明采用短脉冲激光器在特定工艺参数下对铝合金表面进行刻蚀制备了微纳米级疏水结构,配合干燥箱烘烤后处理环节在铝合金表面完成了超疏水表面的制备。现有技术公开了一种铝合金表面超疏水微结构的纳秒激光二次扫描制备方法,通过二次纳秒激光扫描完成微纳米结构的制备,该方法通过刻蚀制备具有特定规则的微结构使铝合金材料表面具备了超疏水性。但是,激光刻蚀技术是一个即热骤冷的过程,因此会在材料表面引入较高的拉应力,使航空铝合金基体材料的力学性能大幅度下降。激光刻蚀过程中极高的瞬时温度导致表面材料熔融、气化,并在一定的激光刻蚀力作用下,会在织构表面形成大量材料重熔飞溅物,形成的织构形貌具有随机性,织构脆硬性较高,机械稳定性差,使得制备的航空铝合金超疏水表面的润湿性难得到有效的把控,制备效果不稳定。因此需要通过对传统的激光刻蚀工艺进行改进,以保证制备航空铝合金超疏水表面后基体材料具有良好的力学性能,疏水抗冰效果稳定有效。
技术实现要素:
5.针对现有技术中存在的不足,本发明提供了一种激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,通过引入流动液氮低温温度场和可变向高频超声振动场辅助激光刻蚀工艺制备航空铝合金超疏水表面,可以对超疏水表面制备后航空铝合金基体材料的内部应力和制备的疏水结构的形貌可以得到有效调控,与此同时流动的液氮和高频振动场的加入有利将激光刻蚀加工过程中产生的废气排出,提高了激光的透过率,激光在液氮环
境下对航空铝合金刻蚀加工,熔化的铝合金材料会跟氮气发生反应,高频超声振动场的加入进一步提高了制备的微纳多级疏水织构中的氮含量,极大的提高制备疏水织构的强度,提高了航空铝合金超疏水表面的耐久性。本发明可以在不同尺寸的航空铝合金材料表面完成超疏水表面制备后基体材料应力与织构形貌的协同耦合调控,可以高效完成基体强度高、疏水织构形貌好、耐久性强的液滴各向异性传输航空铝合金超疏水表面的制备。
6.本发明是通过以下技术手段实现上述技术目的的。
7.一种激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,包括如下步骤:
8.对铝合金表面预处理;
9.将预处理后的铝合金固定到超声振动平台上,在铝合金待加工表面持续输入流动的液氮,通过控制液氮的流量,使铝合金待加工表面温度降低并保持低温状态;
10.待铝合金待加工表面降温完成后,保持铝合金待加工表面液氮稳定流动,利用超声振动平台产生高频超声振动场,同时通过激光对铝合金待加工表面进行刻蚀,形成超疏水织构微纳米结构表面;
11.采用化学修饰降低超疏水织构微纳米结构表面的表面能。
12.进一步,铝合金待加工表面持续流动的液氮气体流量为20l/min~50l/min,使铝合金待加工表面温度保持在-80℃~-120℃。
13.进一步,所述超声振动平台产生的振动方向是可调的,用于实现0
°
~180
°
范围内的任意振动方向的调节,所述超声振动参数为:输出功率为300w,振动频率范围为连续可调的20khz~80khz,最大输出振幅为30μm。
14.进一步,纳秒激光对铝合金待加工表面进行刻蚀,所述纳秒激光聚焦后光斑直径为50μm,纳秒激光加工参数:波长1064nm,激光功率20w~100w,重复频率10khz~100khz,脉冲宽度100ns,振镜扫描速度10mm/s~8000mm/s。
15.进一步,采用化学修饰降低超疏水织构微纳米结构表面的方法为:将激光刻蚀后的铝合金在含量为1%~3%全氟辛基三乙氧基硅烷无水乙醇溶液中浸泡30min~90min,然后在90℃~120℃的恒温箱中保温处理40min~60min,将具有低表面能的-cf3和-cf2基团的全氟辛基三乙氧基硅烷分子键合到加工表面,用于降低铝合金材料的表面能。
16.进一步,对铝合金表面预处理具体为:将铝合金表面加工至表面粗糙度ra≤30μm,然后在无水乙醇溶液中对铝合金表面进行超声清洗,烘干。
17.进一步,所述超声振动平台产生高频超声振动场的方向与铝合金待加工表面垂直。
18.进一步,所述超声振动平台产生高频超声振动场的方向与铝合金待加工表面激光扫掠方向垂直。
19.进一步,所述超声振动平台产生高频超声振动场的方向与铝合金待加工表面激光扫掠方向平行。
20.本发明的有益效果在于:
21.1.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,采用流动的液氮提供加工所需要的低温环境。激光刻蚀工艺在流动液氮产生的低温环境下进行,可以有效的抑制基体材料内部晶粒受激光刻蚀热效应的影响而增长,对基体材料内部受热产生的拉应力具有较好的调控作用,提高了基体材料的力学性能;
22.2.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,使用高频超声振动辅助纳秒脉冲激光在液氮低温环境下对航空铝合金材料刻蚀制备超疏水表面,通过调整高频超声振动台工作参数对振动频率、振幅及振动方向进行控制,激光刻蚀产生的熔融态物质会受高频超声振动的影响,在低温环境下快速冷却后,形成的疏水织构表面微纳多级结构具有一定的方向性,使液滴在超水表面的滚动所需要力是不同的,具有各向异性,可以实现液滴的定向输送,进一步减小飞机机身表面受冷凝结的水滴的滚动阻力,沿一定的方向快速流动,提高了机身的抗冰性;
23.3.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,流动液氮低温场与高频超声振动场引入到激光刻蚀工艺中的减少了激光刻蚀产生的废气在加工区域上方聚集,减弱对激光的屏蔽作用,提高了加工质量;超声振动对熔融态材料的调制作用有效的提高液氮环境激光刻蚀制备织构中的氮含量,使得成型织构的强度和硬度增加,进而增强了制备超疏水表面的机械稳定性。
24.4.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,所有工艺参数均可以在计算机中进行控制,具有操作简单、成本低、效率高等优点,易于实现工业应用;克服了传统激光刻蚀热效应带来的弊端,内部应力得到了有效调控,完成了性能优越稳定的各向异性航空铝合金超疏水表面的制备,面向航空铝合金服役环境,大大提高了使用寿命,具有广泛的工业应用前景。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,显而易见地还可以根据这些附图获得其他的附图。
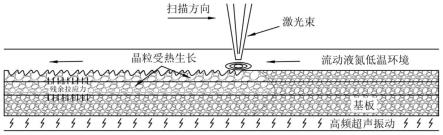
26.图1为本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法图。
27.图2为本发明在实施例一中高频超声振动施加方向示意图。
28.图3为本发明在实施例二中高频超声振动施加方向示意图。
29.图4为本发明在实施例三中高频超声振动施加方向示意图。
30.图5为本发明各工艺所获得的深度方向的残余应力图。
31.图6为本发明各工艺所获得的表面接触角图。
32.图7为本发明实施例一制备表面在不同超声振动处理时间下液滴接触角变化曲线图。
33.图8为本发明实施例一所获得的织构形貌sem图。
34.图9为本发明实施例二所获得的织构形貌sem图。
35.图10为本发明实施例三所获得的织构形貌sem图。
具体实施方式
36.下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
37.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
38.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“轴向”、“径向”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
39.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
40.如图1所示,本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,包括如下步骤:
41.对铝合金表面预处理;
42.将预处理后的铝合金固定到超声振动平台上,在铝合金待加工表面持续输入流动的液氮,通过控制液氮的流量,使铝合金待加工表面温度降低并保持低温状态;
43.待铝合金待加工表面降温完成后,保持铝合金待加工表面液氮稳定流动,利用超声振动平台产生高频超声振动场,同时通过激光对铝合金待加工表面进行刻蚀,形成超疏水织构微纳米结构表面;
44.采用化学修饰降低超疏水织构微纳米结构表面的表面能。
45.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,在流动液氮产生的低温环境中,使用高频超声振动辅助激光刻蚀工艺在航空铝合金表面制备疏水织构。激光刻蚀在低温环境下进行,有利于抑制基体材料晶粒受热长大,进而对刻蚀热效应产生的残余拉应力有较好调控作用,增强了基体材料的力学性能;通过对高频超声振动施加方向、振幅及频率等参数的设置可以实现激光刻蚀制备疏水织构的形貌的调控,实现制备的超疏水表面液滴传输的各向异性;流动液氮与高频超声振动场的加入可以增加激光刻蚀工艺产生废气的排出,提高了激光通过率,提升了的激光刻蚀加工的效率和质量;激光刻蚀在液氮环境下进行,熔融状态的铝材料会与氮气发生反应,高频超声振动场的加入产生的调制作用,可以有效的增加织构中的氮元素,提高了织构的强度和硬度,使得最终成型的超疏水表面具有较高的机械稳定性。
46.为使本发明的目的、技术方案和优点更加清楚,下面选取2024-t351航空铝合金作为研究对象,结合附图和三个具体实施例对本发明进行详细的描述。
47.实施例一:
48.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,包括如
下步骤:
49.(1)使用线切割技术将2024-t351航空铝合金板材切割成50mm
×
50mm
×
3mm的方块试样,将航空铝合金表面使用400#、800#、1000#、1500#、2000#粒径的砂纸进行打磨,并在磨抛机上进行抛光,使铝合金材料表面达到镜面(ra≤50μm),然后在无水乙醇溶液中对试样表面进行超声清洗5min,在真空干燥箱中烘干备用;
50.(2)将预处理后的航空铝合金试样装夹到高频超声振动台上,在透明加工罩气体入口处通入液氮,并在气体出口处流出,通过控制气体流量为25l/min,使铝合金试样表面加工温度降低到-90℃
±
5℃;
51.(3)降温完成后,保持液氮稳定流动,开启超声振动平台,辅助纳秒脉冲激光器在铝合金表面刻蚀,超声振动方向如图2所示,具体参数为:输出功率为300w,振动频率范围为连续可调的20khz,输出振幅为4μm;
52.(4)纳秒激光器采用ipg-hp-100型纳秒脉冲激光器,聚焦后光斑直径为50μm,激光刻蚀加工参数为:波长1064nm,激光功率35w,重复频率30khz,脉冲宽度100ns,振镜扫描速度200mm/s,扫描路径为平行直线,间距50μm;
53.(5)激光刻蚀完成后,将航空铝合金试样在含量为1.5%全氟辛基三乙氧基硅烷无水乙醇溶液中浸泡40min,然后在120℃的恒温箱中保温处理40min,将具有低表面能的-cf3和-cf2基团的全氟辛基三乙氧基硅烷分子键合到试样表面,以降低铝合金材料的表面能,完成铝合金超疏水表面的制备。
54.实施例一制备的航空铝合金超疏水表面在距表面100μm处的平均残余应力如图5所示,大小为39
±
4mpa同未处理试样基体材料内部的平均残余应力32
±
7mpa略微有所升高,但相对于无能场辅助激光刻蚀工艺在基体材料相同位置处产生的113
±
11mpa的残余压应力下降了65.5%,本发明提出的航空铝合金超疏水表面制备方法能够极大地降低传统激光刻蚀带来的热效应;如图6所示,传统激光刻蚀工艺制备试样表面的液滴接触角为155
°
,滑动角为6
°
,实施例一处理的试样表面液滴接触角为162
°
,如图8所示,制备的超疏水表面织构具有一定的方向性,因此超疏水表面的滑动角具有各向异性,与微纳多级织构导向同向滚动角小于3
°
,反向时液滴滚动角大于8
°
。如图7所示,超声振动对制备的微纳多级织构具有破坏作用,随着振动时间的增加,制备的超疏水表面的液滴角有所下降,但5个小时后依然能在155
°
以上,液滴滑动角依然具有各向异性,可以看出所制备的航空铝合金超疏水表面具有较高的机械稳定性。
55.实施例二
56.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,包括如下步骤:
57.(1)使用不同粒径的砂纸对线切割得到的2024-t351航空铝合金板方块试样,进行打磨并抛光,然后在无水乙醇溶液中对试样表面进行超声清洗,在真空干燥箱中烘干备用;
58.(2)将预处理后的航空铝合金试样装夹到高频超声振动台上,在透明加工罩气体入口处通入液氮,并在气体出口处流出,通过控制气体流量为35l/min,使铝合金试样表面加工温度降低到-100℃
±
5℃;
59.(3)降温完成后,保持液氮稳定流动,开启超声振动平台,辅助纳秒脉冲激光器在铝合金表面刻蚀,超声振动方向如图3所示,具体参数为:输出功率为300w,振动频率范围为
连续可调的30khz,输出振幅为6μm;
60.(4)纳秒激光器采用ipg-hp-100型纳秒脉冲激光器,聚焦后光斑直径为50μm,激光刻蚀加工参数为:波长1064nm,激光功率50w,重复频率20khz,脉冲宽度100ns,振镜扫描速度200mm/s,扫描路径为平行直线,间距50μm;
61.(5)激光刻蚀完成后,将航空铝合金试样在含量为1%全氟辛基三乙氧基硅烷无水乙醇溶液中浸泡40min,然后在100℃的恒温箱中保温处理60min,将全氟辛基三乙氧基硅烷分子通过化学反应的方式键合到航空铝合金试样表面,以降低材料的表面能,实现超疏水表面的制备。
62.实施例二制备的航空铝合金超疏水表面在距表面100μm处的平均残余应力大小为51
±
5mpa,相对于无能场辅助激光刻蚀工艺在基体材料相同位置处产生的113
±
11mpa的残余压应力下降了54.9%,极大地减弱了激光刻蚀带来的热效应;实施例二处理的试样表面液滴接触角为166
°
,如图9所示,滑动角具有各向同性,不同方向液滴滑动角均为3
°
,相对于传统激光刻蚀得到的超疏水表面基体材料内部残余拉应力极大的减小,疏水织构表面的微纳结构覆盖更加密集,具有更好的液滴滑动角,疏水性能进一步提高。
63.实施例三
64.本发明所述的激光刻蚀制备铝合金超疏水表面应力与织构形貌调控方法,包括如下步骤:
65.(1)将铝合金表面使用不同粒径的砂纸进行打磨,并在磨抛机上进行抛光,使铝合金材料表面达到镜面(ra≤30μm),然后在无水乙醇溶液中对试样表面进行超声清洗,烘干备用;
66.(2)将预处理的试样装夹到高频超声振动台上,在透明加工罩气体入口处通入液氮,并在气体出口处流出,通过控制气体流量为45l/min,使铝合金试样表面加工温度降低到-120℃
±
5℃;
67.(3)保持液氮稳定流动,使加工温度低温稳定,开启超声振动平台,辅助纳秒脉冲激光器在铝合金表面刻蚀,超声振动方向如图4所示,具体参数为:输出功率为300w,振动频率范围为连续可调的50khz,输出振幅为10μm;
68.(4)纳秒激光器采用ipg-hp-100型纳秒脉冲激光器,聚焦后光斑直径为50μm,激光刻蚀加工参数为:波长1064nm,激光功率50w,重复频率30khz,脉冲宽度100ns,振镜扫描速度400mm/s,扫描路径为平行直线,间距50μm;
69.(5)激光刻蚀完成后,将航空铝合金试样在含量为2%全氟辛基三乙氧基硅烷无水乙醇溶液中浸泡40min,然后在110℃的恒温箱中保温处理50min,以降低材料的表面能,实现超疏水表面的制备。
70.实施例三制备的航空铝合金超疏水表面在距表面100μm处的平均残余应力大小为44
±
5mpa,相对于无能场辅助激光刻蚀工艺在基体材料相同位置处产生的113
±
11mpa的残余压应力下降了61.1%;实施例三处理的试样表面液滴接触角为158
°
,如图10所示,不同方向液滴滑动角差距达到了8
°
,实现了对激光刻蚀制备超疏水表面后基体材料内部残余应力与织构形貌的有效调控,制备的表面具有液滴滑动角各向异性,有利于液滴的定向传输。
71.应当理解,虽然本说明书是按照各个实施例描述的,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说
明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
72.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施例或变更均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1