使用液体挤压吹塑成型的方法与流程
使用液体挤压吹塑成型的方法
[0001]
相关申请的交叉引证
[0002]
本申请要求提交于2018年6月29日的美国临时申请第62/691,702号的优先权。上述申请的全部公开内容通过引证结合于本文。
技术领域
[0003]
本发明大致涉及容器的吹塑成型,并且更具体地,涉及挤压吹塑成型容器的填充和密封。
背景技术:
[0004]
许多产品以前使用玻璃容器包装,如今都在诸如由聚酯制备的塑料容器中提供,诸如以聚对苯二甲酸乙二醇酯(pet)的容器。
[0005]
通常使用众所周知的拉伸吹塑成型工艺来制造塑料容器。这包括使用具有螺纹部分和封闭末端的预成型的预制件。预制件首先被加热,然后被纵向地拉伸并且随后在模腔中膨胀,以使其得到容器希望的最终形状。当预制件膨胀时,其伸长并拉伸以呈现模腔的形状。聚酯在接触到模具的较冷表面时凝固,并且随后制成的空心容器被从模具中抽出。
[0006]
另一种用于制备塑料容器的传统工艺是挤压吹塑成型工艺,其中被连续挤出的热塑料管或型坯被捕获(captured)在模具中并且相对模具的内表面膨胀,以形成容器毛坯。当其接近型坯时,模具通常设计为以挤压的型坯移动的速度来移动,由此可持续进行操作该工艺。存在多种不同类型的挤压吹塑成型机器,包括设计为以直线运动的穿梭模具(shuttle molds)和以旋转或圆形运动的挤压吹塑成型轮。
[0007]
拉伸吹塑成型工艺是用于形成塑料容器的行业标准,该塑料容器用于包装消费品饮料以及其他材料。然而,拉伸吹塑成型工艺具有固有的限制,这些限制包括难看的浇口井状部(gate wells)或者在容器底部上的不连续,并且具有可使用拉伸吹塑成型工艺实现的设计范围上的限制,诸如结合把手或空隙空间的容器。
[0008]
尽管挤压吹塑成型工艺已经解决了对于改进的塑料容器的需求,该改进的塑料容器消除了使用拉伸吹塑成型工艺制备的容器固有的缺陷中的一些,挤压吹塑成型工艺需要多个步骤以形成容器,然后再填充并盖住容器。其结果是,当分开进行这些工艺时,将产生巨大的成本。因此,需要液体或液压吹塑成型系统,该系统适于在单个操作中形成容器并填充容器。
[0009]
当结合附图考虑以下描述和所附权利要求时,本发明的其他目的、特征和优点将变得显而易见。
技术实现要素:
[0010]
与本发明一致的,出人意料地发现了一种液体或液压吹塑成型系统,该系统适于在挤压吹塑成型工艺中的单个操纵中形成容器并填充容器。
[0011]
在本发明的实施例中,一种制作塑料容器的方法包括以下步骤:挤出型坯;将型坯
的一部分捕获在模具中;以及,使型坯的被捕获的部分相对模具膨胀。通过将液体产品引入到型坯被捕获的部分的内部中,使型坯被捕获的部分相对模具膨胀,其中液体产品形成最终产品,并被密封在成品容器中。
附图说明
[0012]
当结合附图考虑以下优选实施例的描述时,本发明的上述以及其他优势将对于本领域技术人员变得显而易见,在附图中:
[0013]
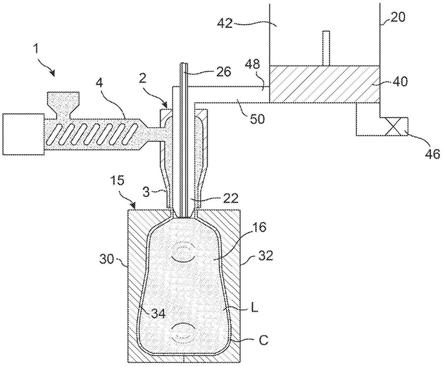
图1是根据本发明的实施例的具有一体的挤压模头与吹塑喷嘴的系统的部分示意性截面图。
[0014]
图2是将型坯的一部分捕获在模具中并在型坯的一部分与吹塑喷嘴之间密封接合之后的图1的系统的部分示意性截面图。
[0015]
图3是型坯被捕获的部分通过吹塑喷嘴引入的液体而相对模具膨胀之后的图2的系统的部分示意性截面图。
[0016]
图4是根据本发明的另一实施例的具有挤压模头和独立提供的吹塑喷嘴的系统的部分示意性截面图。
[0017]
图5是将型坯的一部分捕获在模具中并在型坯的一部分与吹塑喷嘴之间密封接合之后的图4的系统的部分示意性截面图。
[0018]
图6是型坯被捕获的部分通过吹塑喷嘴引入的液体而相对模具膨胀之后的图5的系统的部分示意性截面图。
[0019]
图7是根据本发明的实施例的具有一体的挤压模头与空气喷嘴和吹塑喷嘴的系统的部分示意性截面图。
[0020]
图8是将型坯的一部分捕获在模具中并在型坯的一部分与空气喷嘴之间密封接合之后的图7的系统的部分示意性截面图。
[0021]
图9是型坯被捕获的部分通过空气喷嘴引入的空气而相对模具膨胀之后的图8的系统的部分示意性截面图。
[0022]
图10是型坯被捕获的部分相对模具膨胀后将液体引入到型坯被捕获的部分的内部中之后的图9的系统的部分示意性截面图。
具体实施方式
[0023]
以下详细的描述和附图描述并阐明本发明的各种示例性实施例。描述和附图用于使得本领域技术人员可使用本发明,而不旨在以任何方式限制本发明的范围。对于公开的方法,提供的步骤本质上是示例性的,并且因此,步骤的顺序不是必要或关键的。
[0024]
本发明公开了使用挤压吹塑成型工艺形成容器的方法。有利地,所公开的方法允许用液体形成并填充成品容器,该液体形成配置在容器中的最终产品,其中容器的形成和填充发生在同一制造工艺期间。
[0025]
在图1至图6中公开的实施例中,形成最终产品的液体用于使型坯12膨胀,该型坯用于相对在吹塑成型工艺中使用的模具15形成成品容器。具体地,在图1至图3示出的实施例中,用于传输液体的吹塑喷嘴22集成到挤压模头2的结构中,而在图4至图6示出的本发明的实施例中,吹塑喷嘴22独立地设置并且与挤压模头2间隔一定距离,由此,在制造工艺的
后续步骤之间需要转移型坯12和/或吹塑喷嘴22。相反地,在图7至图10示出的本发明的实施例使用了诸如空气的气态流体来使型坯12相对模具15膨胀,随后将作为最终产品的液体引入到膨胀的型坯12中,其中在膨胀工艺之后,立即将液体引入并且此时型坯12还配置在模具15中。本发明的公开实施例包括基本上相同结构的部件,这些部件以各种不同的合适构造来重新布置,因此相同的参考标号适用于在不同的公开实施例中具有共用的结构和目的的这些元件。
[0026]
所公开的挤压并填充系统1、101、201中的每个可使用多种已知类型的挤压吹塑成型机器中的任一者,诸如挤压吹塑成型转轮或挤压吹塑成型穿梭系统。在每个公开的实施例中,挤压模头2用于形成成型树脂的型坯12。在其下端,挤压模头2具有冲模3。树脂从螺旋挤压机4进入挤压模头2,该螺旋挤压机优选地是往复螺旋挤压机以产生型坯12的间隙挤压。替代地,可使用能产生型坯12的间隙挤压的任何器件。在冲模3的下端,环形树脂出口5使得具有大体上圆柱形状的成型树脂的型坯12以大体上圆形截面的形状从挤压模头2中挤出。在不脱离本发明的范围的情况下,如希望地,树脂出口5和型坯12可具有可替代的对应截面形状。树脂出口5还被示为在冲模3的下端大体上轴向地延伸,但应当理解,在不脱离本发明的范围的情况下,树脂出口可具有聚合几何结构或分散几何结构。
[0027]
所公开的系统1、101、201中的每个均还包括模具15、压力源20、吹塑喷射22和排气通道26。模具15限定了具有模具两半部30、32的示例性模腔16,该模具两半部合作限定了对应于吹胀容器所希望的外轮廓的内表面34。此外,模具15还被示为具有用于将开口引入到型坯12的中央部分的结构,以用于形成诸如成品容器的把手的特征。模具15可从打开位置(见图1)移动到关闭位置(图2),由此型坯12的挤出部分被捕获在模腔16中。取决于模具15的构造,对型坯12的一部分的捕获可包括对型坯12的一部分的剪切,诸如当形成容器的把手时,移除型坯12的底部或者型坯12的中央部分。
[0028]
作为一个示例,压力源20可以是,但不限于,填充缸、歧管或者舱42的形式,该填充缸、歧管或者舱通常包括机械的活塞式装置40,该活塞式装置包括但不限于活塞、泵(诸如液压泵)或任何其他类似的合适装置,并且该活塞式装置在填充缸、歧管或者舱42中可移动。压力源20具有用于接收液体商品l的入口46,和用于向吹塑喷嘴22传输液体商品l的出口48。应当了解,入口46和出口48可具有与入口和出口合成的阀。活塞式装置40可在第一方向上(如在图中看到的向上)移动以从入口46吸取液体商品l到填充缸、歧管或者舱42中,并在第二方向上(如在图中看到的向下)移动以从填充缸、歧管或者舱42中传输液体商品l到吹塑喷嘴22。例如,活塞式装置40可通过任何合适的方法来移动,诸如气动、机械或液压。压力源20的入口46可连接到(诸如通过管或管道)容纳最终液体商品l的储液器或容器(未示出)。应当了解,压力源20可被不同地构造,只要希望的量的液体商品l以希望的压力被传输到吹塑喷嘴22,如在下文中详细解释的。
[0029]
在每个公开的系统1、101、201中,吹塑喷嘴22通常限定了入口50和出口56,其中入口用于从压力源20的出口48接收液体商品l,出口用于当型坯12被捕获在模腔16中时,将液体商品l传输到型坯12。应当了解,出口56可限定一种形状,该形状与型坯12的开放端或者由模具15形成的开口互补,使得在形成/填充工艺期间,吹塑喷嘴22可与型坯12和/或模具15容易且密封地配合。穿过吹塑喷嘴22形成的排气通道26用于当将液体商品l引入到型坯内部时开始排出容纳在型坯12内部中的空气并且将空气从其中转移出。在其他实施例中,
吹塑喷嘴22可由针(未示出)或类似的穿刺机械形成,该针或类似的穿刺机械适于穿刺型坯12或者容器膨胀之后形成的成品容器,其中该针或穿刺机械还限定了用于将液体商品l传输到型坯12内部的流动路径。该针或穿刺机械可允许在型坯和/或制成的容器上任何希望的位置将液体引入到型坯12内部和/或制成的容器中,诸如在容器制造期间在或邻近制成的容器的接缝处形成的毛边材料中。
[0030]
首先将参考图1至图3中所示的系统1来描述同时形成并填充容器的示例性方法。该方法包括从挤压模头2连续或间断地挤出塑料型坯12,并且以挤压吹塑成型工艺中传统的方式,用可移动的模具15周期性地捕获挤出的型坯12的一段。在一个示例中,挤压模头2以大约465℉至525℉(大约240℃至275℃)之间的温度挤压型坯12并当模具15在打开的位置时,将型坯挤出到模腔16中。当型坯12定位到模腔16中时,压力源20的活塞式装置40可开始通过入口46吸取液体到填充缸、歧管或者舱42中。模具腔16的模具两半部30、32则可关闭,从而在模腔16中捕获型坯12的一部分。
[0031]
吹塑喷嘴22可在型坯12的开放端和/或模具15的开口部分形成密封。为了在成品容器中赋予升高的结晶度等级,可将模具腔16加热到大约250℉至350℉(大约93℃至177℃)之间的温度。在另一个示例中,模具腔可设置在环境温度或大约32℉至90℉(大约0℃至32℃)之间的低温。可通过活塞式装置40的向上运动继续吸取液体到填充缸、歧管或者舱42中。
[0032]
接下来,活塞式装置40可开始向下驱动(驱动阶段)以开始液体从填充缸、歧管或者舱42到型坯12的捕获部分的快速转移。同样,活塞式装置40可通过任何合适的方式来致动,诸如气动、机械和/或液压。在一个示例中,在型坯12中的液压压力可达到大约100psi至600psi之间。液体使得型坯12朝向模具腔16的内表面34扩展。由于液体接触到型坯12,从而型坯12也被冷却。通过用液体冷却型坯12,即使没消除但也减少了能耗和有关模具15冷却的担忧。
[0033]
活塞式装置40完成了它的驱动阶段,从而完全地将合适量的液体商品l转移到新形成的塑料容器c中。这创造了容器毛坯,该容器毛坯包括主体部分和任何其他特征,诸如中央凹陷、把手等,以及对应于在两个模具部分之间存在的接缝区域的附加毛边材料,和/或对应于容器c的开口和/或封闭部分的毛边材料。如在图2和图3中所示,可将液体引入到型坯12的开放端中。在引入液体商品l后可密封容器c以在随后的运输容器c期间防止液体商品c的溢出。在形成后并在从模具中移除前,容器毛坯在模具15中冷却。
[0034]
图1至图3中所示的具有一体的吹塑喷嘴22与挤压模头2的系统1提供了需要更少部件的优势,同时还去除了将模具15和/或吹塑喷嘴22从一个部件穿梭到另一个的需求,从而简化了系统1的操作。经由一体式结构从型坯12的捕获到型坯12的膨胀的立即转换还减少了在成品容器c的制造期间型坯12内部暴露于碎片或其他污染物的引入的时间。吹塑喷嘴22被示为穿过挤压模头2轴向地延伸,同时相对于树脂出口5同中心地布置,但不必要地脱离本发明的范围的情况下,任何适于引导液体商品l到轴向地配置在树脂出口5的内部位置的构造可用于吹塑喷嘴22。如希望地,吹塑喷嘴22能以防止干扰邻近树脂出口5的挤出塑料流的方式穿过挤压模头2。
[0035]
除了将挤压模头2与吹塑喷嘴22分离之外,图4至图6中所示的系统101包括与系统1基本一致的结构。由此,在由系统101执行的形成和填充工艺的后续步骤之间,模具15可能
需要在与挤压模头2轴向成一直线的位置和与吹塑喷嘴22轴向成一直线的位置之间穿梭。具体地,模具15可在打开的位置时,并在移动到关闭位置之前,被定位成与挤压模头2成一直线,以便当挤压模头2挤出足够长度的型坯12时捕获型坯12的一部分。在捕获型坯12之后,模具15被转移到与吹塑喷嘴成一直线的位置以助于吹塑喷嘴22与型坯12和/或模具15之间的密封接合。在捕获型坯12和转移模具15期间,压力源20的活塞式装置40可开始上行运动以助于液体商品l进入到舱42中。在吹塑喷嘴12与型坯的密封接合后,活塞式装置40可进行下行运动以将加压的液体l引入到型坯12内部。加压液体的引入引起型坯12相对内表面34膨胀,该内表面限定模腔16。在型坯12膨胀之后,模具15被再次移动到开口位置以便释放成品容器毛坯。然后在打开位置的模具15可被重定位成与挤压模头2成一直线,以使模具15准备好捕获从挤压模头2伸出的下一段挤出的型坯12。
[0036]
除了引入在挤压模头2中的空气喷嘴202,图7至图10所示的系统201包括与系统101基本一致的结构。因此挤压模头2与空气喷嘴202的结合组件构造为挤出型坯12以及当型坯被捕获在模具15中时,使型坯12膨胀。空气喷嘴202包括环形或者圆柱形的空气通道204,在型坯膨胀期间空气通过该空气通道被引入型坯12,并且在成型工艺之后从型坯12内部排出。空气通道204向上穿过挤压模头2延伸到耦接处(未示出),该耦接处附接到双向阀,该双向阀分别间隙地连接到压缩空气源和大气,以吹塑模具和排出已吹胀容器中的气体。
[0037]
空气喷嘴202构造为与型坯12的开放端或模具15的开放端密封地接合,以便将压缩空气引入到型坯12内部中。在型坯12相对模具15膨胀之后,模具15穿梭到与吹塑喷嘴22成一直线的位置,同时已膨胀的型坯12仍保持在模具中。然后吹塑喷嘴22与型坯12和/或模具15密封地接合以便将液体商品l引入到已膨胀的型坯内部。液体的引入使模具15中的型坯12冷却,而同时经由与加热的型坯12的接触可将液体消毒。
[0038]
因此系统201可包括在使用压缩空气使型坯膨胀之后,将液体商品l引入到型坯12中(如现有技术中了解的),但这是在从型坯模具15抽出型坯之前。与上文所述的吹塑喷嘴22的密封接合相比,可通过刺穿型坯12将液体引入,诸如在通过型坯12的穿孔开口将液体商品引入到型坯12内部中之前,穿过对应的毛边材料的一部分。替代地,如希望地,可在容器从模具15离开以用于其他工艺期间,将液体引入到容器中。
[0039]
不管使用系统1、101、201中的哪种,为了移除在成品容器c的任何接缝处形成的毛边,容器c都要经受毛边修整工艺。具体地,如果容器c具有把手或包括中央开口或凹陷的其他特征,在毛边修整工艺期间沿着中央开口形成的材料将被移除。还可从对应于两个模具两半部30、32之间保留的接缝处的区域修整毛边材料,包括容器c底部的毛边材料和邻近容器c的开口和/或封闭部的毛边材料。在本发明的另一实施例中,可在毛边修整工艺的同时用液体填充容器c,或者在毛边修整工艺之后立即用液体填充容器,但都是在进行毛边修整工艺的同一模具或机器中。
[0040]
在去毛边之后,容器c可进行泄露测试。这些泄露检测工艺可包括将压缩气体引入到容器c以确定是否存在泄露。在本发明的另一实施例中,可在泄露检测完成后并且容器c被视为无泄漏的情况下,将液体引入到容器c中。最终,用封闭物盖住容器c并且将其分售到消费者。
[0041]
在本发明的实施例中,使用液体施压并形成容器,将吹胀和填充工艺结合到一个设备中可减少处理部分并因此使得每个结果塑料容器的资金成本减少。另外,由同时吹胀
并填充结果塑料容器的工艺所需要的空间可显著地少于当这些工艺被分开时所需要的空间。这也可导致较低地基础设施成本。
[0042]
将吹胀和填充工艺集成到单个工艺会消除运输瓶子的需求。运输瓶子本来就是低效率且昂贵的。而另一方面,运输小球状或片状的塑料材料原材料是更有效率的
[0043]
将这两个工艺集成到单个步骤可减少与瓶子被生产后而被填充前的处理相关的劳动力和另外的成本(资本和费用)。
[0044]
在本文描述的示例性方法中,型坯可在超过545℉(282℃)的高温下形成,并且可立即填充并盖上形成的容器。这种方式下,将大幅减少空容器暴露在环境中而可能被污染的机会。因此,可大幅减少无菌填充的成本与复杂度。
[0045]
本文中描述的工艺可消除在工艺间的中间工作,并且因此可避免与仓库和/或容器筒仓和/或铲车和/或产品损坏等相关的费用。此外,没有了在制品库存,可减少总的营运资本。
[0046]
当将吹胀和填充集成得更近但还是作为两个分开的工艺(诸如传统的先成型随后填充的方法)时,这种系统总的效率是两部分的个体效率的结果。在部件穿过机器移动时,个体效率可大部分地由转运的次数来驱动。将这两个工艺集成到一个可提供将转运次数最小化的机会,并且因此提高总的工艺效率。
[0047]
很多饮料,包括果汁、茶、啤酒等对氧气敏感,并且在包装时需要保护。在包装产品的有效期期间,很多塑料不具有充分的屏障特性来保护容品免受氧气。存在多种技术用来赋予容器额外的屏障性能来减缓氧透射并且因此保护包装的容品。最常见的技术之一是在瓶壁上使用氧气清除剂。这种清除剂可被直接模塑到预制件中。预制件相对厚的壁保护清除剂免于在吹胀成容器前被消耗。然而,一旦容器被吹胀后,壁的表面积增大而厚度减小。如此,氧气与活性清除剂材料接触并反应而必须走过的路径变得更短。容器一被吹胀,就可开始大量消耗氧气清除剂。如果同时形成并填充容器,则清除剂将贯穿其整个有效期来保护产品并且不被消耗直到容器空置等着被填充。
[0048]
本文中描述的方法对于填充诸如等渗饮料、果汁、茶和其他易受生物污染影响的商品的应用可特别有用。如此,通常在可控、无菌的环境中填充这些商品。商业上,通常使用两种方式来获得需要的无菌环境。在欧洲,用于填充这些类型饮料的一种主要方法是在无菌的环境中进行。在干净的空间中执行填充操作。产品的所有部件包括包装在填充之前必须被消毒。一旦被填充,产品可被密封直到被消费,因此防止任何引入细菌的潜在可能。这种工艺的安置和操作是昂贵的。此外,始终存在细菌污染突破操作防护并污染产品的风险。
[0049]
在北美,用于填充易受污染影响的饮料的主要方法是通过热填充。在这种工艺中,在将杀死任何现存细菌的温度下,将饮料引入容器。当产品还热的时候可密封容器。这种技术的一个缺点是:容器需要较重以承受填充时的高温和随着产品冷却而在容器中最终发展成的真空。此外,这种吹胀工艺比无加热设置的吹塑更复杂并且因此更昂贵。本文中描述的公开提供了显著减少填充敏感食物和饮料的成本及复杂度的机会。通过结合吹胀与填充工艺,有能力将预制件加热超过212℉(100℃)并持续用来杀死任何生物污染物所需要的足够长的一段时间。如果消毒后的产品被用作形成产品的媒介并迅速密封,则使得该工艺可以是很便宜的无菌填充工艺且被污染的机会非常小。
[0050]
存在很多可应用这种技术的其他瓶装产品。产品诸如奶制品、酒、家用清洁剂、沙
拉酱调料、酱、面包酱、糖浆、食用油、个人护理产品和其他可使用这种方法来装瓶。这些产品中的很多现在是在吹塑的pet容器中,但也有在挤压成型的塑料容器、玻璃瓶和/或罐子。这种技术具有显著地改变包装制造与填充的经济性的潜力。
[0051]
尽管本描述的大部分聚焦在pet容器的生产,但可预料的,其他聚酯材料(例如,聚乙烯、聚丙烯等)以及多种其他塑料可使用本文讨论的教导来加工。
[0052]
根据前述的描述,本领域技术人员可容易地确定本发明的本质特征,并且在不背离本文的精神和范围的情况下,可对本发明做出各种改变和修改以适于各种使用和条件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1