解决双色模具注塑过程中软胶溢胶的结构的制作方法
1.本发明涉及双色模具的技术领域,特别涉及一种解决双色模具注塑过程中软胶溢胶的结构。
背景技术:
2.双色注塑成型方案中的core back成型方案越来越受到大家的喜爱,原因有以下几点:第一,core back的成型方案生产出来的产品稳定性高;第二,同样出模穴数的情况下,用core back的成型方案可以缩小模具尺寸,让模具适用于更小吨位的机台,减少双色产品的生产成本;第三,用core back的成型方案可以省去转盘旋转的时间,这样一来,缩短了注塑周期,提高了生产效率。汽车风门类产品特征以及结构特征都满足core back的成型方案,结合以上提到了一些core back在注塑成型方面的优势,越来越多的模具制造商喜欢用core back的方案来生产注塑风门类的产品。
3.采用core back的方案成型汽车风门类产品时,行位镶件先成型硬胶的管口的内腔和外表面。当硬胶整体成型后,行位镶件需要后退一定距离,以便为在硬胶的管口表面成型一定厚度的软胶腾出空间。但是,行位镶件在后退一定距离后,由于行位镶件与硬胶管口的内腔表面及外表面之间都具有拔模斜度,行位镶件完全脱离了硬胶管口的内外表面,从而会出现间隙,此时,再成型软胶,在注塑压力的作用下,胶料会经间隙而流到管口内腔表面,出现软胶漏胶的情况,影响汽车风门的装配。
技术实现要素:
4.针对现有技术存在的问题,本发明的主要目的是提供一种解决双色模具注塑过程中软胶溢胶的结构。
5.为实现上述目的,本发明提出的解决双色模具注塑过程中软胶溢胶的结构,包括:用于成型汽车风门产品的管口的内腔的行位镶件内芯,用于成型汽车风门产品的管口的外表面的行位镶件外芯,以及,用于安装行位镶件内芯和行位镶件外芯的行位座。行位座、行位镶件内芯及行位镶件外芯均设在模具的前模和后模的成型面之间,行位镶件外芯同轴套设在行位镶件内芯的外表面上,行位镶件外芯固定连接在行位座上。行位座可先驱动行位镶件外芯在行位镶件内芯的外表面上沿轴向滑动,再驱动行位镶件外芯带动行位镶件内芯一起运动。行位座上设有用于驱动行位座滑动的斜杆,模具的前模上设有用于驱动斜杆滑动的油缸。模具的前模上还设有限位销,行位镶件外芯设有与限位销对应的避让孔,行位镶件内芯的外表面上设有与限位销对应的插槽,限位销可穿过避让孔而插入到插槽内。
6.优选地,行位座上固定连接有固定块,固定块设有容置孔,行位镶件外芯和行位镶件内芯一起嵌在容置孔内。固定块上设有贯穿容置孔的固定销,行位镶件外芯设有供固定销穿过的第一插孔,行位镶件内芯设有供固定销穿过的第二插孔,固定销与第一插孔之间过渡配合,固定销与第二插孔之间间隙配合。
7.优选地,行位座上设有斜孔,斜杆的底端插入并穿出斜孔内,斜杆的顶端与油缸的
活塞杆连接。
8.优选地,油缸的活塞杆与斜杆垂直连接,油缸的活塞杆的端部设有驱动块,驱动块的底部设有斜面,斜面上设有t型块,斜杆的顶端的端面设有t型槽,t型块在t型槽内滑动。
9.优选地,限位销朝向插槽的端部呈v型,插槽为v型插槽。
10.优选地,模具的前模上还设有铲机,铲机位于行位座背离行位镶件外芯的一侧,行位座驱动行位镶件外芯在行位镶件内芯的外表面上沿轴向滑动后与铲机抵接。
11.优选地,模具的后模还设有反铲,斜杆的底部与反铲抵压配合。
12.与现有技术相比,本发明的有益效果在于:通过将用于成型汽车风门产品的管口的行位镶件分割成行位镶件内芯和行位镶件外芯两个部分,当汽车风门产品的硬胶部分成型后再成型软胶时,只需驱动行位座带动行位镶件外芯在行位镶件内芯的外表面上沿轴向滑动一个软胶厚度的距离,而行位镶件内芯在限位销的限制作用下依旧抵紧在汽车风门产品的管口的内腔的内壁上,从而在注塑软胶时,在注塑压力的作用下,胶料不会流到管口的内腔的表面,不会出现软胶漏胶而影响汽车风门的装配的问题,提高了汽车风门产品在注塑生产过程中的稳定性。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
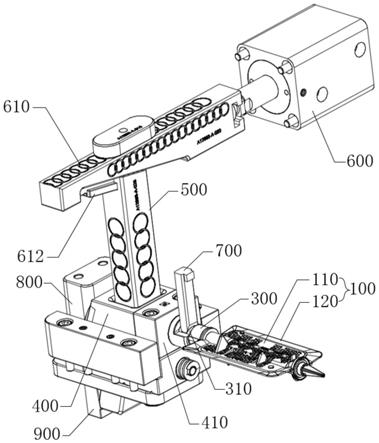
14.图1为本发明一实施例的整体结构图;
15.图2为汽车风门产品的截面结构图;
16.图3为本发明一实施例在注塑硬胶时的截面结构图;
17.图4为本发明一实施例在注塑软胶时的截面结构图;
18.图5为本发明一实施例中行位座、行位镶件内芯及行位镶件外芯在注塑软胶时的截面结构图。
19.本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
20.本发明提出一种解决双色模具注塑过程中软胶溢胶的结构。
21.参照图1-5,图1为本发明一实施例的整体结构图,图2为汽车风门产品的截面结构图,图3为本发明一实施例在注塑硬胶时的截面结构图,图4为本发明一实施例在注塑软胶时的截面结构图,图5为本发明一实施例中行位座、行位镶件内芯及行位镶件外芯在注塑软胶时的截面结构图。
22.如图1-3所示,在本发明实施例中,该解决双色模具注塑过程中软胶溢胶的结构,包括:用于成型汽车风门产品100的管口的内腔111的行位镶件内芯200,用于成型汽车风门产品100的管口的外表面的行位镶件外芯300,以及,用于安装行位镶件内芯200和行位镶件外芯300的行位座400。行位座400、行位镶件内芯200及行位镶件外芯300均设在模具的前模和后模的成型面之间,行位镶件外芯300同轴套设在行位镶件内芯200的外表面上,行位镶
件外芯300固定连接在行位座400上。行位座400可先驱动行位镶件外芯300在行位镶件内芯200的外表面上沿轴向滑动,再驱动行位镶件外芯300带动行位镶件内芯200一起运动。行位座400上设有用于驱动行位座400滑动的斜杆500,模具的前模上设有用于驱动斜杆500滑动的油缸600。模具的前模上还设有限位销700,行位镶件外芯300设有与限位销700对应的避让孔310,行位镶件内芯200的外表面上设有与限位销700对应的插槽210,限位销700可穿过避让孔310而插入到插槽210内。
23.模具合模过程:模具的前模带动油缸600、斜杆500及限位销700一起朝模具的后模运动,从而,斜杆500驱动行位座400朝成型汽车风门产品100的产品型腔运动。行位座400朝产品型腔运动时,先驱动行位镶件外芯300在行位镶件内芯200的外表面上沿轴向朝产品型腔滑动,使得行位镶件外芯300处在如图3所示的行位镶件内芯200的外表面上成型管口的外表面的位置。行位座400再驱动行位镶件外芯300和行位镶件内芯200一起运动到产品型腔的成型位置,限位销700随前模运动到插入行位镶件内芯200的插槽210内,将行位镶件内芯200锁止,完成如图3所示的合模状态。
24.注塑过程:如图3所示,在完全合模后,先注塑汽车风门产品100的硬胶110,行位镶件外芯300和行位镶件内芯200一起成型硬胶110的管口的内腔111和外表面。然后,如图4-5所示,通过油缸600驱动斜杆500朝前模运动,斜杆500带动行位座400和行位镶件外芯300一起远离产品型腔运动到成型管口表面的软胶120的厚度的距离,为注塑软胶120腾出空间,再注塑软胶120。此时,由于行位镶件内芯200被限位销700锁止,行位镶件内芯200在成型硬胶110后始终抵紧在管口的硬胶110的端面及内腔111表面,没有间隙,使得在注塑压力的作用下,软胶120无法进入到管口的硬胶110的内腔111表面,不会出现软胶120漏胶的问题。同时,由于行位镶件内芯200抵紧在管口的硬胶110的端面及内腔111表面,还可以减小已经成型的硬胶在注塑压力的作用下发生形变。
25.在完成软胶120注塑后,模具开模,模具开模过程与模具合模过程相反。
26.进一步地,在本实施例中,如图3-5所示,行位座400上固定连接有固定块410,固定块410设有容置孔,行位镶件外芯300和行位镶件内芯200一起嵌在容置孔内。固定块410上设有贯穿容置孔的固定销411,行位镶件外芯300设有供固定销411穿过的第一插孔320,行位镶件内芯200设有供固定销411穿过的第二插孔220,固定销411与第一插孔320之间过渡配合,固定销411与第二插孔220之间间隙配合。通过采用固定销411与行位镶件外芯300过渡配合,而与行位镶件内芯200间隙配合,可实现在模具的开模和合模的过程中,行位座400先驱动行位镶件外芯300在行位镶件内芯200的外表面上沿轴向滑动,再驱动行位镶件外芯300带动行位镶件内芯200一起运动。
27.固定销411与第二插孔220之间的间隙应当不小于管口表面的软胶120的厚度,以保证行位镶件外芯300相对行位镶件内芯200有足够的运动距离为注塑软胶120腾出空间。
28.进一步地,在本实施例中,如图3-4所示,行位座400上设有斜孔,斜杆500的底端插入并穿出斜孔内,斜杆500的顶端与油缸600的活塞杆连接,从而实现油缸600驱动斜杆500带动行位座400运动。
29.进一步地,在本实施例中,如图1和图3所示,油缸600的活塞杆与斜杆500垂直连接,油缸600的活塞杆的端部设有驱动块610,驱动块610的底部设有斜面,斜面上设有t型块612,斜杆500的顶端的端面设有t型槽510,t型块612在t型槽510内滑动。通过将油缸600与
斜杆500垂直布置的结构,可实现将油杆固定在前模的侧壁,大大减小前模的厚度。通过采用t型块612与t型槽510的配合结构,既可以实现通过驱动块610驱动斜杆500运动,又可以在开模过程中,油缸600随前模一起运动时,油缸600与斜杆500之间具有足够的连接强度来驱动行位座400运动。
30.进一步地,在本实施例中,如图3-5所示,限位销700朝向插槽210的端部呈v型,插槽210为v型插槽210,以方便在限位销700插入行位镶件内芯200的插槽210内。
31.进一步地,在本实施例中,如图1、图3及图4所示,模具的前模上还设有铲机800,铲机800位于行位座400背离行位镶件外芯300的一侧,在注塑软胶120时,行位座400驱动行位镶件外芯300在行位镶件内芯200的外表面上沿轴向滑动到成型管口表面的软胶120的厚度的距离后,行位座400刚好与铲机800抵接而锁止,防止行位座400在注入压力的作用下发生位移。在模具开模时,铲机800随前模一起远离行位座400运动而为行位座400的开模运动腾出空间。
32.进一步地,在本实施例中,如图1、图3及图4所示,模具的后模还设有反铲900,模具合模后,斜杆500的底部与反铲900抵压配合,防止在成型硬胶110时,行位镶件外芯300和行位座400在注塑压力的作用下后退。
33.与现有技术相比,本发明的有益效果在于:通过将用于成型汽车风门产品100的管口的行位镶件分割成行位镶件内芯200和行位镶件外芯300两个部分,当汽车风门产品100的硬胶110部分成型后再成型软胶120时,只需驱动行位座400带动行位镶件外芯300在行位镶件内芯200的外表面上沿轴向滑动一个软胶120厚度的距离,而行位镶件内芯200在限位销700的限制作用下依旧抵紧在汽车风门产品100的管口的内腔111的内壁上,从而在注塑软胶120时,在注塑压力的作用下,胶料不会流到管口的内腔111的表面,不会出现软胶120漏胶而影响汽车风门的装配的问题,提高了汽车风门产品100在注塑生产过程中的稳定性。
34.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1