本发明涉及变压器线圈加工,具体为一种变压器线圈点胶烘干装置及加工方法。
背景技术:
1、变压器是电力系统中一种重要的设备,主要用于改变交流电压,变压器的核心组成部分是线圈,主要应用在电力传输、信号处理等领域,变压器线圈在进行加工时,需要进行点胶,以保护线圈及其绝缘材料,防止潮湿、灰尘和外部机械冲击,同时也可以增强结构的稳定性和耐用性;
2、传统变压器线圈的点胶工艺多是采用半自动方式,人工手持点胶机对变压器线圈的四周进行半自动点胶,点胶过后再将变压器线圈放置在烘干设备中进行烘干,效率较低,我们提出一种变压器线圈点胶烘干装置及加工方法用于解决上述问题。
技术实现思路
1、本发明的目的在于提供一种变压器线圈点胶烘干装置及加工方法,以解决上述背景技术中提出的问题。
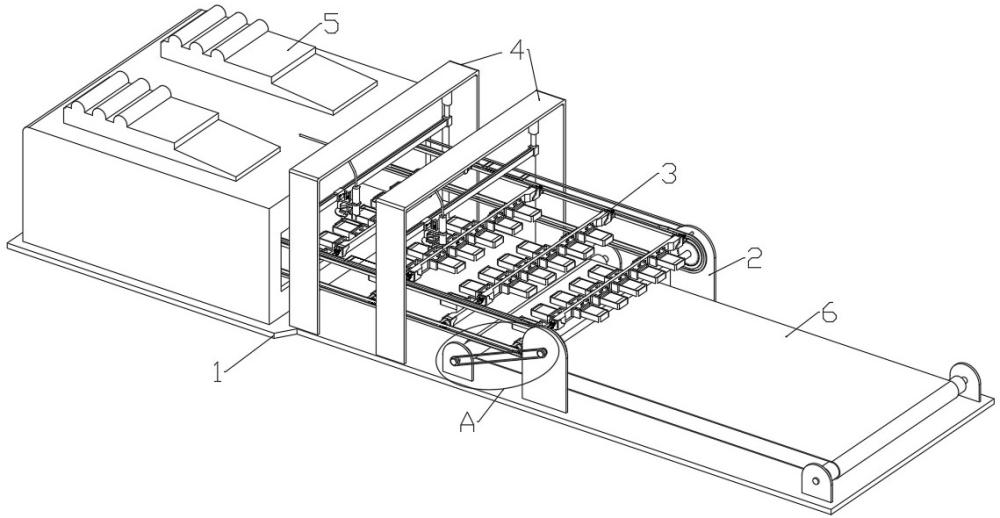
2、为实现上述目的,本发明提供如下技术方案:一种变压器线圈点胶烘干装置,包括基座,所述基座的顶端固定安装有运料装置,所述基座的顶端中部固定安装有两组点胶机构,所述基座的顶端一侧固定安装有烘干设备,所述基座顶端远离烘干设备的一侧固定安装有传输机构;
3、所述运料装置包括对称分布的两组运料侧架,所述运料侧架分别固定安装在基座的顶端两侧,每组所述运料侧架的顶部转动安装有运料轴辊,所述运料轴辊的两侧均固定安装有运料链轮,两个所述运料轴辊上同侧位置运料链轮的外侧啮合连接有运料链条,所述运料链条上均固定安装有均匀分布的多个置转件,远离所述传输机构一侧位置的运料链条和置转件置于烘干设备中,两个所述运料链条上同位置处的置转件之间均设有定位机构。
4、作为本发明的一种优选技术方案,所述置转件包括安装架,所述安装架固定安装在运料链条上,所述安装架远离运料链条的一端垂直安装有转动座,所述转动座的中部转动安装有旋转筒,所述旋转筒的中部滑动卡设有伸缩滑杆,所述伸缩滑杆远离运料链条的一端固定安装有置物卡座,所述置物卡座的底部固定卡设有置料板,所述伸缩滑杆远离置物卡座的一侧固定安装有限位环,所述限位环和旋转筒之间的伸缩滑杆外侧活动套设有弹簧,所述伸缩滑杆远离置物卡座的一端滚动卡设有滚珠,所述旋转筒的外侧固定安装有第一蜗轮,所述第一蜗轮的顶部啮合连接有第一蜗杆,所述第一蜗杆转动安装在转动座的外侧,所述第一蜗杆的一端部固定安装有第一冠齿轮,所述第一冠齿轮的侧端啮合连接有第一齿轮,所述第一齿轮的中部固定安装有辅助轴,所述辅助轴转动卡接在转动座上,所述辅助轴远离转动座的一端固定安装有传动齿轮。
5、作为本发明的一种优选技术方案,所述运料侧架的顶部均设有半圆环架,所述半圆环架的圆心位置和运料轴辊的轴线位置相互对应,所述半圆环架的端部均垂直安装有连接杆,所述连接杆固定安装在运料侧架上,靠近所述传输机构一侧位置的半圆环架的两端部均固定安装有第一抵架,远离所述传输机构一侧位置的半圆环架的两端部均固定安装有第二抵架,所述第一抵架和第二抵架之间固定安装有缓冲架,对应位置所述置转件中的滚珠的外侧分别和第一抵架、第二抵架接触。
6、作为本发明的一种优选技术方案,两组所述运料侧架之间固定安装有连接横架,所述连接横架靠近传输机构的一侧设有和置转件配合使用的第一齿条,所述第一齿条的两端部固定安装有第一架,所述第一架固定安装在连接横架上,所述第一齿条的底部能够和对应置转件中的传动齿轮啮合连接。
7、作为本发明的一种优选技术方案,所述连接横架靠近烘干设备的一侧设有和置转件配合使用的第二齿条,所述第二齿条的两端部固定安装有第二架,所述第二架固定安装在连接横架上,所述第二齿条的底部能够和对应置转件中的传动齿轮啮合连接。
8、作为本发明的一种优选技术方案,其中一个所述运料轴辊的一端部固定安装有第二冠齿轮,所述运料侧架靠近第二冠齿轮的一侧固定安装有第一电机,所述第一电机的驱动端固定安装有第二齿轮,所述第二齿轮和第二冠齿轮啮合连接。
9、作为本发明的一种优选技术方案,所述定位机构包括定位横架,所述定位机构通过定位横架活动卡接在对应两个置转件中置物卡座之间,所述定位横架的一侧固定安装有均匀分布的多个定夹,所述定位横架靠近定夹的一侧均滑动卡设有动夹,所述定位横架中转动安装有螺纹杆,所述动夹螺纹安装在螺纹杆的外侧,对应所述定夹和动夹之间活动卡设有待点胶加工的变压器线圈本体。
10、作为本发明的一种优选技术方案,所述点胶机构包括u型框架,所述u型框架固定安装在基座的顶端中部,所述u型框架的顶部固定安装有升降气缸,所述升降气缸的驱动端固定安装有直线电轨,所述直线电轨的驱动端固定安装有固定架,所述固定架远离直线电轨的一端固定安装有储胶筒,所述固定架的中部转动安装有转动套筒,所述转动套筒的中部滑动卡设有升降卡杆,所述升降卡杆的底端固定安装有旋转架,所述旋转架的端部固定安装有环形阵列分布的多种针头,其中一个所述针头活动卡接在储胶筒的底端,所述固定架的顶端中部固定安装有u型架,所述u型架的中部固定安装有升降杆,所述升降杆的驱动端固定安装有轴承,所述轴承固定卡接在升降卡杆的顶端中部,所述固定架的底端固定安装有第三架,所述第三架的底端固定安装有弧形护框,所述针头的顶端和弧形护框的下表面接触。
11、作为本发明的一种优选技术方案,所述传输机构包括对称分布的两组传输侧架,所述传输侧架固定安装在基座顶端远离烘干设备的一侧,所述传输侧架的顶部转动安装有传输轴辊,两个所述传输轴辊的外侧活动套设有传输带,所述传输带位于运料链条的下方,其中一个所述传输轴辊和运料轴辊的一端固定安装有皮带轮传动组,所述皮带轮传动组包括两个皮带轮和活动套接在两个皮带轮外侧的传动皮带,两个所述皮带轮分别固定安装在传输轴辊和运料轴辊的一端。
12、一种变压器线圈点胶烘干装置的加工方法,包括如下步骤:
13、步骤一、通过控制开启第一电机驱动第二齿轮带动第二冠齿轮和其中一个运料轴辊进行转动,配合运料链轮和运料链条的啮合连接,带动两侧运料链条进行传输,进而带动多组置转件进行自动传输,运料轴辊转动时,配合皮带轮传动组的传动,驱动其中一个传输轴辊进行同步转动,进而带动传输带进行自动传输;
14、步骤二、将待点胶加工的变压器线圈本体活动卡入定夹和动夹之间,使用工具转动螺纹杆,驱动动夹在定位横架上滑动,从而使用对应定夹和动夹对变压器线圈本体进行定位,随后,将定位多个变压器线圈本体的定位机构通过定位横架活动卡接在上方第一抵架位置处的对应两个置转件中置物卡座之间,通过对应置料板对定位机构进行支撑,多个置转件传输时,带动定位机构进行传输;
15、步骤三、置转件继续传输,置转件传输至第二抵架,由于两侧第二抵架的间距小于两侧第二抵架的间距,第二抵架抵住滚珠并挤压推动滚珠,驱动伸缩滑杆在旋转筒中伸缩滑动,控制限位环滑动挤压弹簧,从而控制对应两个置物卡座、置料板相向移动,对定位机构进行定位,且第二抵架始终抵住滚珠;
16、步骤四、定位机构定位多个变压器线圈本体后传输至其中一个点胶机构的下方,控制该点胶机构中升降气缸驱动对应储胶筒、针头下移,且通过控制直线电轨驱动对应储胶筒、针头水平移动,依次对多个变压器线圈本体的一面进行自动点胶加工;
17、步骤五、继续传输,置转件传输至第一齿条位置处,第一齿条和对应置转件中传动齿轮进行啮合,第一齿条驱动传动齿轮进行转动,带动辅助轴、第一齿轮驱动第一冠齿轮、第一蜗杆进行转动,进而驱动第一蜗轮进行转动,进而带动旋转筒在转动座的中部进行转动,从而带动伸缩滑杆、置物卡座进行转动,进而带动定位机构和多个变压器线圈本体进行翻转;随后继续传输,使用另一个点胶机构依次对多个变压器线圈本体的另一面进行自动点胶加工;
18、步骤六、自动点胶加工完毕后,继续传输,传输至烘干设备中,通过烘干设备对变压器线圈本体进行烘干,并随着运料装置的继续传输,置转件传输至第二齿条位置处,第二齿条和对应置转件中传动齿轮进行啮合,第二齿条驱动传动齿轮进行再次转动,带动定位机构和多个变压器线圈本体在烘干设备中进行再次翻转;
19、步骤七、继续传输,从烘干设备运出,运输至下方第一抵架的位置,控制两侧置物卡座、置料板背向移动,定位机构失去定位,定位机构和点胶完毕后的变压器线圈本体自动落在传输带上,进行自动下料,并对点胶完毕后的变压器线圈本体进行自动运输,继续进行后续加工。
20、与现有技术相比,本发明的有益效果在于:
21、1.通过设置运料装置,配合使用定位机构和点胶机构和烘干设备,对多组变压器线圈本体进行定位传输,并对多组变压器线圈本体进行自动传输点胶以及直接进行传输烘干,提升了变压器线圈本体的整体加工效率。
22、2.通过设置运料装置,配合使用传输机构,方便进行点胶烘干后变压器线圈本体的自动下料,并对点胶完毕后的变压器线圈本体进行自动运输,继续进行后续加工。
23、3.通过设置点胶机构,能够实现多种针头的灵活调整,以适配不用点胶需求,提升了整个装置的灵活性。