一种激光跟踪仪测量进行联轴找摆度工艺方法与流程
1.本发明涉及一种机械领域传动轴系联轴找摆度的工艺方法,特别涉及一种水力机组卧式、立式、斜式轴系联轴找摆度工艺方法。
背景技术:
2.主轴是水力机械的关键部件,分段轴联轴后在高速旋转状态下的摆度影响整个机械系统振动性以及稳定性。主轴联轴找摆度是将分段的主轴连接后将各自轴线调整到同一轴线上,避免主轴旋转时因自身轴线存在夹角、错位等问题产生振动而影响各部位轴承的寿命。所以主轴联轴找摆度对机械系统的使用性能和寿命起着关键作用。
3.目前主轴联轴找摆度常用的方法有架设百分表找摆度方法、吊钢丝测量找摆度方法,由于主轴运行工况的不同、联轴连接方式不同以及空间受限等原因,因此导致主轴联轴找摆度应用传统方法难以完成,并且目前行业内没有使用激光跟踪仪测量进行联轴找摆度的工艺方法和相关经验。
4.为了解决上述问题,有必要推出一种易于推广、适用范围广、效率高、操作简便、计算简单的一种激光跟踪仪测量进行联轴找摆度工艺方法。
技术实现要素:
5.本发明的目的在于提供一种易于推广、适用范围广、效率高、操作简便、计算简单的激光跟踪仪测量进行联轴找摆度工艺方法。本发明的技术方案具体描述如下:
6.步骤一:传动轴一端与负载设备连接,传动轴中间段由轴承座支撑,传动轴另一端与电机轴通过联轴器连接;电机的底座分别有x方向双向调节顶丝,y方向双向调节顶丝,z方向支顶顶丝,电机与基础板通过紧固螺栓固定连接;轴承座与基础板通过紧固螺栓固定连接;激光跟踪仪与靶球为测量装置,靶球座为固定靶球装置。
7.步骤二:激光跟踪仪测量传动轴部位有两处,第一处为轴承座与负载设备之间的传动轴上任意a-a截面,第二处为与传动轴端部连接的联轴器上任意b-b截面,将a-a、b-b截面分别进行16等分并做序号标记,将2个靶球座分别粘接固定在两个截面相同序号位置。
8.步骤三:激光跟踪仪测量电机轴部位有两处,第一处为与电机轴端部连接的联轴器上任意c-c截面,第二处为电机尾部凸出的电机轴上任意d-d截面,将c-c、d-d测量截面分别进行16等分并做序号标记,将2个靶球座分别粘接固定在两个截面相同序号位置。
9.步骤四:靶球依次磁吸附到4个靶球座上,缓慢旋转传动轴和电机轴进行动态测量,旋转到每个等分序号点时,由激光跟踪仪采集靶球当前位置数据。
10.步骤五:根据采集的a-a、b-b轴截面数据得出传动轴的轴线在xoy水平面的摆度r、xoz竖直面摆度r1;根据采集的c-c、d-d轴截面数据得出电机轴的轴线在xoy水平面的摆度n、xoz竖直面的摆度n1;根据采集的b-b、c-c联轴器两端轴截面数据得出联轴器两端的xoy水平面同心差值p、xoz竖直面同心差值p1。
11.步骤六:以得出的传动轴的xoy水平面的摆度r为基准,通过计算得出对电机轴的
xoy水平面的摆度n的调整量m及m1,以满足调整后的摆度与r一致,并且联轴器两端的xoy水平面同心差值p达到最小。
12.步骤七:以得出传动轴的xoz竖直面摆度r1为基准,通过计算得出对电机轴xoz竖直面的摆度n1的调整量o及o1,以满足调整后的摆度与r1一致,并且联轴器两端的xoz竖直面同心差值p1达到最小。
13.步骤八:根据计算得出的在xoy水平面对电机轴的调整量m及m1,以及在xoz竖直面对电机轴的调整量o及o1,对电机轴相应部位按计算调整量进行调整。
14.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤一中的联轴器适用刚性联轴器以及挠性联轴器。
15.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤一中的传动轴和电机轴轴系工况适用于卧式状态、立式状态以及斜式状态。
16.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤一中的传动轴和电机轴组成的轴系,该轴系适用于两段轴组成的轴系以及多段轴组成的轴系。
17.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤二和步骤三中的传动轴和电机轴的a-a、b-b、c-c、d-d测量截面,截面数量保证由多段轴组成轴系的每段轴至少有两个测量截面。
18.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤二和步骤三中的传动轴和电机轴的a-a、b-b、c-c、d-d测量截面,每个截面分别进行16等分,该截面的等分数适用于4等分、8等分、16等分以及多等分。
19.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤四中的激光跟踪仪采集的靶球位置数据,要求保证在a-a、b-b、c-c、d-d四处测量截面16等分位置采集的数据数量不少于8个,即在每处截面采集的数据数量不少于截面等分数的一半。
20.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤四中的缓慢旋转传动轴和电机轴进行动态测量,当轴系不具备旋转条件时,在主轴静态下测量a-a、b-b、c-c、d-d四处截面16等分位置,即通过倒换靶球依次测量每处截面16等分位置,且每处截面采集的数据数量不少于截面等分数的一半。
21.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤六中计算得出对电机轴的xoy水平面的摆度n的调整量m及m1,电机轴xoy水平面调整量m及m1计算的步骤如下:
22.以激光跟踪仪测量得出的传动轴的xoy水平面的摆度r为参照基准,结合电机轴的xoy水平面的摆度n、电机轴端到电机底座前脚距离l和到电机底座后脚的距离l1以及联轴器两端的xoy水平面同心差值p进行计算,判定公式如下:
23.m=(r-n)xl-p
24.m1=(r-n)xl
1-p
25.式中:
26.m:在xoy水平面对电机底座前脚调节顶丝的计算调整量;
27.m1:在xoy水平面对电机底座后脚调节顶丝的计算调整量;
28.r:激光跟踪仪测得传动轴在xoy水平面摆度;
29.n:激光跟踪仪测得电机轴在xoy水平面摆度;
30.l:联轴器中间端面到电机底座前脚的距离;
31.l1:联轴器中间端面到电机底座后脚的距离;
32.p:激光跟踪仪测得联轴器两端在xoy水平面同心差;
33.在上述激光跟踪仪测量进行联轴找摆度工艺方法中,所述步骤七中计算得出对电机轴的xoz竖直面的摆度n1的调整量o及o1,电机轴的xoz竖直面的摆度n1的调整量o及o1计算的步骤如下:
34.以激光跟踪仪测量得出的传动轴的xoz竖直面摆度r1为参照基准,结合电机轴的xoz竖直面的摆度n1、电机轴端到电机底座前脚距离l和到电机底座后脚的距离l1以及联轴器两端的xoz竖直面同心差值p1进行计算,判定公式如下:
35.o=(r
1-n1)xl-p136.o1=(r
1-n1)xl
1-p137.式中:
38.o:在xoz竖直面对电机底座前脚支顶顶丝的计算调整量;
39.o1:在xoz竖直面对电机底座后脚支顶顶丝的计算调整量;
40.r1:激光跟踪仪测得传动轴在xoz竖直面摆度;
41.n1:激光跟踪仪测得电机轴在xoz竖直面的摆度;
42.l:联轴器中间端面到电机底座前脚的距离;
43.l1:联轴器中间端面到电机底座后脚的距离;
44.p1:激光跟踪仪测得联轴器两端在xoz竖直面同心差;
45.由于采用了上述方法,本发明的有益效果是:
46.1.通过激光跟踪仪采集测量各轴截面数据,可以准确、可靠、高效的得出联轴的各轴段轴线摆度、联轴段的同心偏差值。
47.2.根据激光跟踪仪测量得出的联轴各种轴段轴线摆度,能够简单、快速的计算出需要调整的轴段的调整量。
48.3.对于不具备通过转轴找摆度的工况,激光跟踪仪能够进行主轴静态工况下测量轴系找摆度,对工况兼容性较强。
49.4.本发明是首次引入激光跟踪仪进行联轴找摆度,弥补了原有的架设百分表找摆度和吊钢丝找摆度等传统方法在某些工况下难以应用的不足,并可以在一定程度上可替代传统找摆度方法,应用范围广泛,可推广到相关机械领域联轴找摆度工作中。
附图说明
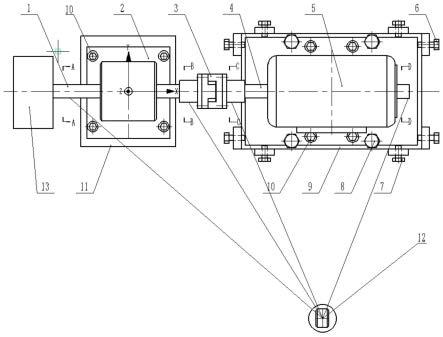
50.图1为主轴联轴正视示意图;
51.图2为激光跟踪仪测量主轴联轴俯视示意图;
52.图3为激光跟踪仪测量各轴段截面等分点示意图。
具体实施方式
53.具体实施方式一:如图1、图2、图3所示,本实施方式提供了一种激光跟踪仪测量进行联轴找摆度工艺方法,以某个卧式轴系机组为例,操作步骤具体如下:
54.步骤一:传动轴1一端与负载设备13连接,传动轴中间段由轴承座2支撑,传动轴1另一端与电机轴4通过联轴器3连接;电机5的底座分别有x方向双向调节顶丝6,y方向双向
调节顶丝7,z方向支顶顶丝8,电机5与基础板9通过紧固螺栓10固定连接;轴承座2与基础板11通过紧固螺栓10固定连接;激光跟踪仪12与靶球14为测量装置,靶球座15为固定靶球装置。
55.步骤二:激光跟踪仪12测量传动轴1部位有两处,第一处为轴承座2与负载设备13之间的传动轴1上任意a-a截面,第二处为与传动轴1端部连接的联轴器3上任意b-b截面,将a-a、b-b截面分别进行16等分并做序号标记,将2个靶球座15分别粘接固定在两个截面相同序号位置。
56.步骤三:激光跟踪仪12测量电机轴4部位有两处,第一处为与电机轴4端部连接的联轴器3上任意c-c截面,第二处为电机5尾部凸出的电机轴4上任意d-d截面,将c-c、d-d测量截面分别进行16等分并做序号标记,将2个靶球座15分别粘接固定在两个截面相同序号位置。
57.步骤四:靶球14依次磁吸附到4个靶球座15上,缓慢旋转传动轴1和电机轴4进行动态测量,旋转到每个等分序号点时,由激光跟踪仪12采集靶球14当前位置数据。
58.步骤五:根据采集的a-a、b-b轴截面数据得出传动轴1的轴线在xoy水平面的摆度r、xoz竖直面摆度r1;根据采集的c-c、d-d轴截面数据得出电机轴4的轴线在xoy水平面的摆度n、xoz竖直面的摆度n1;根据采集的b-b、c-c联轴器两端轴截面数据得出联轴器两端的xoy水平面同心差值p、xoz竖直面同心差值p1。
59.步骤六:以得出的传动轴1的xoy水平面的摆度r为基准,通过计算得出对电机轴4的xoy水平面的摆度n的调整量m及m1,以满足调整后的摆度与r一致,并且联轴器两端的xoy水平面同心差值p达到最小。
60.步骤七:以得出传动轴1的xoz竖直面摆度r1为基准,通过计算得出对电机轴4xoz竖直面的摆度n1的调整量o及o1,以满足调整后的摆度与r1一致,并且联轴器两端的xoz竖直面同心差值p1达到最小。
61.步骤八:根据计算得出的在xoy水平面对电机轴4的调整量m及m1,以及在xoz竖直面对电机轴4的调整量o及o1,对电机轴4相应部位按计算调整量进行调整。
62.本实施方式中,通过以卧式机组为例,具体描述使用激光跟踪仪测量轴系摆度的操作方法,建立测量工艺方法与具体机组轴系结构相结合的操作步骤。
63.具体实施方式二:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤一作进一步限定,本实施方式中,所述步骤一中的联轴器3适用刚性联轴器以及挠性联轴器。
64.本实施方式中,描述了对于不同种形式联轴器连接的轴系找摆度,使用激光跟踪仪测量找摆度的方法同样适用,此方法适用各类联轴器连接的轴系工况。
65.具体实施方式三:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤一作进一步限定,本实施方式中,所述步骤一中的传动轴1和电机轴4轴系工况适用于卧式状态、立式状态以及斜式状态。
66.本实施方式中,描述了对于不同形式的轴系工况找摆度,使用激光跟踪仪测量找摆度的方法同样适用,此方法适用各类机组轴系的工况。
67.具体实施方式四:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤一中的传动轴1和电机轴4组成的轴系,该轴系适用由两段轴组成的轴系以及多段轴组成
的轴系。
68.本实施方式中,描述了对于多段轴连接组成的轴系找摆度,使用激光跟踪仪测量找摆度的方法同样适用。
69.具体实施方式五:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤二和步骤三中的传动轴1和电机轴4的a-a、b-b、c-c、d-d测量截面,截面数量要求保证由多段轴组成轴系的每段轴至少有两个测量截面。
70.本实施方式中,描述了由分段轴组成的轴系找摆度,每段轴的测量截面最少数量为两个,建立轴系中每段轴与测量截面的数量关系。
71.具体实施方式六:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤二和步骤三中的传动轴1和电机轴4的a-a、b-b、c-c、d-d测量截面,每个截面分别进行16等分,该截面的等分数适用于4等分、8等分、16等分以及多等分。
72.本实施方式中,描述了轴系的各段轴测量截面的等分点数适用4等分以及多等分。
73.具体实施方式七:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤四中的激光跟踪仪12采集的靶球14位置数据,要求保证在a-a、b-b、c-c、d-d四处测量截面16等分位置采集的数据数量不少于8个,即在每处截面采集的数据数量不少于截面等分数的一半。
74.本实施方式中,描述了轴系找摆度时,每处测量截面采集的数据数量不少于截面等分点数的一半。
75.具体实施方式八:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤四中的缓慢旋转传动轴1和电机轴4进行动态测量,当轴系不具备旋转条件时,在主轴静态下测量a-a、b-b、c-c、d-d四处截面16等分位置,即通过倒换靶球14依次测量每处截面16等分位置,且每处截面采集的数据数量不少于截面等分数的一半。
76.本实施方式中,描述了轴系找摆度时,可以通过缓慢转动轴系进行动态测量找摆度,在轴系不具备动态测量条件时,能够进行轴系静态状态下测量找摆度。
77.具体实施方式九:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤六中计算得出对电机轴4的xoy水平面的摆度n的调整量m及m1,电机轴4xoy水平面调整量m及m1计算的步骤如下:
78.以激光跟踪仪测量得出的传动轴1的xoy水平面的摆度r为参照基准,结合电机轴4的xoy水平面的摆度n、电机轴端到电机底座前脚距离l和到电机底座后脚的距离l1以及联轴器3两端的xoy水平面同心差值p进行计算,判定公式如下:
79.m=(r-n)xl-p
80.m1=(r-n)xl
1-p
81.式中:
82.m:在xoy水平面对电机底座前脚调节顶丝7的计算调整量;
83.m1:在xoy水平面对电机底座后脚调节顶丝7的计算调整量;
84.r:激光跟踪仪测得传动轴1在xoy水平面摆度;
85.n:激光跟踪仪测得电机轴4在xoy水平面摆度;
86.l:联轴器中间端面到电机底座前脚的距离;
87.l1:联轴器中间端面到电机底座后脚的距离;
88.p:激光跟踪仪测得联轴器两端在xoy水平面同心差;
89.本实施方式中,描述了轴系找摆度时,通过以激光跟踪仪测量的传动轴xoy水平面的摆度值为基准,结合激光跟踪仪测量的电机轴xoy水平面摆度值,得出电机轴相对传动轴在xoy水平面的摆度调整量的数学计算关系,建立两段轴相对摆度调整量的通用计算关系。
90.具体实施方式十:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤七中计算得出对电机轴4的xoz竖直面的摆度n1的调整量o及o1,电机轴4的xoz竖直面的摆度n1的调整量o及o1计算的步骤如下:
91.以激光跟踪仪测量得出的传动轴1的xoz竖直面摆度r1为参照基准,结合电机轴4的xoz竖直面的摆度n1、电机轴端到电机底座前脚距离l和到电机底座后脚的距离l1以及联轴器3两端的xoz竖直面同心差值p1进行计算,判定公式如下:
92.o=(r
1-n1)xl-p193.o1=(r
1-n1)xl
1-p194.式中:
95.o:在xoz竖直面对电机底座前脚支顶顶丝8的计算调整量;
96.o1:在xoz竖直面对电机底座后脚支顶顶丝8的计算调整量;
97.r1:激光跟踪仪测得传动轴1在xoz竖直面摆度;
98.n1:激光跟踪仪测得电机轴4在xoz竖直面的摆度;
99.l:联轴器中间端面到电机底座前脚的距离;
100.l1:联轴器中间端面到电机底座后脚的距离;
101.p1:激光跟踪仪测得联轴器两端在xoz竖直面同心差;
102.本实施方式中,描述了轴系找摆度时,通过以激光跟踪仪测量的传动轴xoz竖直面的摆度值为基准,结合激光跟踪仪测量的电机轴xoz竖直面摆度值,得出电机轴相对传动轴在xoz竖直面的摆度调整量的数学计算关系,建立两段轴相对摆度调整量的通用计算关系。
103.具体实施方式十一:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤六中计算得出的在xoy水平面对电机底座前脚的调整量m以及对电机底座后脚调整量m1,通过调节顶丝7完成调整。
104.本实施方式中,描述了轴系找摆度时,根据计算得出的电机轴相对传动轴在xoy水平面的摆度调整量值,通过以卧式机组结构为例,进行找摆度的具体调整方式。
105.具体实施方式十二:如图1、图2、图3所示,本实施方式是对具体实施方式一所述的步骤七中计算出的在xoz竖直面对电机底座前脚支顶的调整量o以及对电机底座后脚支顶调整量o1,通过调节顶丝8完成调整。
106.本实施方式中,描述了轴系找摆度时,根据计算得出的电机轴相对传动轴在xoz竖直面的摆度调整量值,通过以卧式机组结构为例,进行找摆度的具体调整方式。
107.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的技术人员应当清楚:可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;然而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例的技术方案范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1